HOME > 技術紹介 > 成形技術 > ジュラコン(R) POMの成形技術
成形品設計 / 寸法精度
7. 成形品設計
7.2 寸法精度
(a) 一般的な寸法公差
ジュラコン® POMの一般的な寸法公差としては図7-1にしめす米国のSPIのものが標準として参考になります。すなわち、精密級成形のときは次のようになります。
- 寸法20~40mm程度のとき寸法公差は … ±0.20~±0.25%
- 寸法80~100mm程度のとき寸法公差は … ±0.15%程度
また多数個取りキャビティの場合には、一般的に1個取りの場合より寸法ばらつきが大きくなりますので、寸法ばらつきを小さくするためには樹脂の流入バランスをとる、金型表面温度分布を小さくするなどの工夫が必要となります。
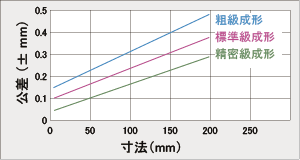
図7-1 ポリアセタールの寸法公差
(b) 寸法ばらつき
表7-1 成形品寸法とばらつき
| 成形日 |
平均
χ (mm) |
標準偏差
±3σn-1 |
変動係数(%) (*1) |
| 日内変動 |
連続3日内変動 |
全体 |
| 初期値 |
49.025 |
0.006 |
0.012 |
- |
0.047
(49.045±0.023) (*2) |
| 1月後 |
1日目 |
49.047 |
0.005 |
0.010 |
0.020 |
| 2日目 |
49.047 |
0.005 |
0.010 |
| 3日目 |
49.053 |
0.003 |
0.006 |
| 2月後 |
49.055 |
0.005 |
0.010 |
- |
| 3月後 |
49.055 |
0.009 |
0.018 |
- |
| 4月後 |
1日目 |
49.049 |
0.007 |
0.014 |
0.024 |
| 2日目 |
49.057 |
0.006 |
0.012 |
| 3日目 |
49.055 |
0.006 |
0.014 |
| 5月後 |
49.046 |
0.004 |
0.008 |
- |
| 6月後 |
49.046 |
0.004 |
0.008 |
- |
| 7月後 |
49.042 |
0.006 |
0.012 |
- |
| 8月後 |
1日目 |
49.039 |
0.006 |
0.012 |
0.020 |
| 2日目 |
49.045 |
0.005 |
0.010 |
| 3日目 |
49.045 |
0.006 |
0.012 |
| 9月後 |
49.045 |
0.006 |
0.012 |
- |
| 10月後 |
1日目 |
49.046 |
0.006 |
0.012 |
0.020 |
| 2日目 |
49.040 |
0.004 |
0.008 |
| 3日目 |
49.039 |
0.006 |
0.012 |
| 11月後 |
49.033 |
0.004 |
0.008 |
- |
(*1) ±3σn-1 ⁄ ( χ ×100) (%)
(*2) χ ±3σn-1 (mm)
|