HOME > 技術紹介 > 成形技術 > ジュラコン(R) POMの成形技術
金型設計 / ランナ
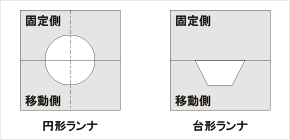
8. 金型設計 8.1 ランナ 8.1.1 コールドランナ (a) ランナの断面形状 ランナの形状は、断面が円形のものが最も良いのですが、金型の固定板、移動板の両方に溝を彫り込まなければなりません。円形ランナにできないときは台形が良く、半円形ランナは避けて下さい。図8-1に台形ランナの例を示します。
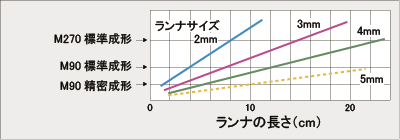
(b) ランナ・サイズ ランナの太さは、溶融樹脂の冷却を抑える、圧力損失を少なくするといった面からは太い方が良いのですが、ランナ発生比率を少なくする等の経済的な面も考慮して決定する必要があります。図8-2にランナの簡易設計図を示します。これは最長の長さから必要なランナ太さを推定するもので、ひとつの目安として使うことができます。
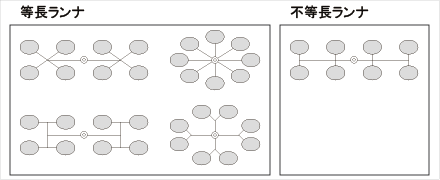
(c) ランナの配列 多数個取りキャビティの場合は、各キャビティに樹脂が同時充填するようにランナ長、太さを同じにして、また対称形に配置するように設計します。図8-3にランナ配列の例を示します。 各キャビティへのランナ長さが同一でないとき(不等長ランナ)、あるいはセット取りなどでキャビティの体積が異なるときなどは、ランナの太さを変えて同時充填するように調節することも行われます。
8.1.2 ホットランナ ホットランナは材料の節約、成形の自動化などに効果がありますが、一方ホットチップでの圧力損失、ホットチップ・マニホールド部での変色、色替え、金型温度分布などの問題もありますので、採用にあたっては検討が必要です。ホットランナで問題となるのは、ゲート切れ(糸引き)、ゲート詰まり、鼻たれ、滞留変色、ホットチップ間のバランスなどですが、これらを考慮してホットランナのタイプを選定します。一般的には、ジュラコン® POMへのホットランナの適用は問題無く行うことができます。
|