HOME > 技術紹介 > 成形技術 > ジュラコン(R) POMの成形技術
成形条件 / 成形サイクル
4. 成形条件
4.8 成形サイクル
4.8.1 射出時間と保圧時間
射出時間と保圧時間は、その合計がゲートシール時間よりやや長い値となるように設定します。ここでいうゲートシール時間とは図4-5に示すように、成形品の重量が一定になる最短時間を指します。射出・保圧時間がゲートシール時間より短い場合には次のような問題が起こる可能性があります。
- 成形収縮率が大きくなる (図4-6)。
- 寸法ばらつきが大きくなる (図4-7)。
- ボイド、ヒケが発生する。
- 変形が大きくなる (図4-8)。
- 衝撃強さが小さくなる (図4-9)。
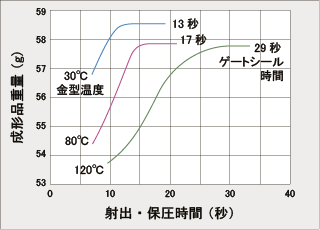
図4-5 成形品重量とゲートシール時間 |
成形条件
シリンダ温度: 190℃
射出圧力: 75MPa
射出速度: 17mm/s
金型:
120×120×3mmt平板
(サイドゲート 4w×2t) |
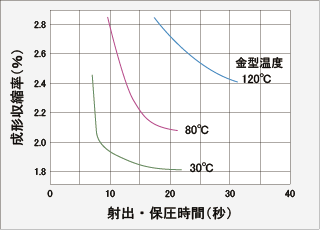
図4-6 成形品収縮率とゲートシール時間 |
成形条件
シリンダ温度: 190℃
射出圧力: 75MPa
射出速度: 17mm/s
金型:
120×120×3mmt平板
(サイドゲート 4w×2t) |
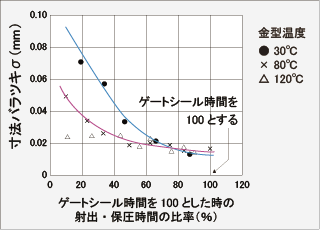
図4-7 寸法バラツキとゲートシール時間 |
試験片:
ASTM引張り試験片
(厚み:3.2mm)
測定箇所
長手方向 (213mm) |
ゲートシール時間は成形機の容量と1ショット重量との関係、また、ゲートの大きさやゲート部の成形品肉厚、さらに成形条件によっても異なりますので、実際の成形品で測定する必要があります。表4-1と表4-2に試験片でのデータを示しますが、参考として考えて下さい。
表4-1 ゲートシール時間 (サイドゲート)
金型温度
(℃) |
製品肉厚
(mm) |
ゲートサイズ
(w x t) |
ゲートシール時間 (秒) |
| M90-44 |
GH-25 |
| 40 |
1 |
2 x 1 |
4 |
- |
| 2 |
2 x 1 |
9 |
6 |
| 4 x 2 |
9 |
6 |
| 3 |
2 x 1 |
11 |
10 |
| 4 x 2 |
17 |
10 |
| 6 x 3 |
20 |
11 |
| 4 |
2 x 1 |
14 |
11 |
| 4 x 2 |
20 |
15 |
| 6 x 3 |
26 |
16 |
| 60 |
1 |
2 x 1 |
4 |
- |
| 2 |
2 x 1 |
10 |
6 |
| 4 x 2 |
10 |
7 |
| 3 |
2 x 1 |
14 |
10 |
| 4 x 2 |
19 |
12 |
| 6 x 3 |
21 |
12 |
| 4 |
2 x 1 |
15 |
13 |
| 4 x 2 |
22 |
17 |
| 6 x 3 |
31 |
18 |
| 80 |
1 |
2 x 1 |
5 |
3 |
| 2 |
2 x 1 |
11 |
7 |
| 4 x 2 |
12 |
7 |
| 3 |
2 x 1 |
17 |
14 |
| 4 x 2 |
22 |
14 |
| 6 x 3 |
24 |
15 |
| 4 |
2 x 1 |
18 |
16 |
| 4 x 2 |
27 |
20 |
| 6 x 3 |
34 |
21 |
GH-25: ガラス繊維25%強化グレード、試験片: 80mm×80mm平板
表4-2 ゲートシール時間 (ピンゲート)
金型温度
(℃) |
製品肉厚
(mm) |
ゲートサイズ
(∅) |
ゲートシール時間 (秒) |
| M90-44 |
GH-25 |
| 40 |
1 |
0.5 |
3.4 |
2.8 |
| 1.0 |
3.4 |
2.8 |
| 2 |
1.0 |
8.6 |
6.2 |
| 1.5 |
9.0 |
6.4 |
| 3 |
1.5 |
13.8 |
10.6 |
| 2.0 |
15.8 |
11.2 |
| 60 |
1 |
0.5 |
3.8 |
2.8 |
| 1.0 |
3.8 |
2.8 |
| 2 |
1.0 |
9.8 |
7.0 |
| 1.5 |
10.6 |
7.8 |
| 3 |
1.5 |
16.6 |
12.8 |
| 2.0 |
18.2 |
12.8 |
| 80 |
1 |
0.5 |
4.2 |
3.4 |
| 1.0 |
4.2 |
3.4 |
| 2 |
1.0 |
11.8 |
7.8 |
| 1.5 |
12.6 |
9.0 |
| 3 |
1.5 |
19.2 |
15.8 |
| 2.0 |
20.6 |
16.8 |
GH-25: ガラス繊維25%強化グレード、試験片: 50mm×50mm角平板
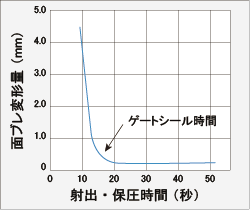
図4-8 変形量とゲートシール時間
|
試験片:
120mm∅×2mmt 円板
(1.5mm∅ピンゲート) |
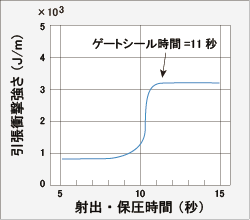
図4-9 衝撃強さとゲートシール時間
|
成形条件:
シリンダ温度: 180℃
金型温度: 80℃
射出圧力: 100MPa
射出速度: 50mm/s
金型:
引張衝撃試験片
(2.5mm∅ピンゲート) |
4.8.2 冷却時間
図4-10は、ジュラコン® POM M90-44の成形品について突き出し可能な時間を実測および計算により求めたものです。このグラフから、突き出し可能な程度に固化するまでの時間について目安が得られます。一般に安定した成形品を得るためには、前述のように保圧時間をゲートシール時間より長くすることが望まれます。冷却時間は可塑化時間に加えて成形品の突き出し可能な時間(保圧時間+冷却時間)を考慮して決定されることをお勧めします。なお成形品厚みが厚いとき、細長いコアのように蓄熱部分があるとき、変形が問題となるときなどには、より長い冷却時間を必要とする場合もあります。
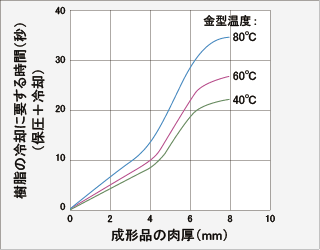
図4-10 成形品の突き出し可能時間
|
試験片:
80×80mm平板、厚さ1~8mm
サイトゲート:
2w×1t (厚さ1~4mm時)
4w×2t (厚さ5~8mm時)
算出方法:
80×80mm平板での突き出し可能な固化層の割合から一般的な成形品での割合を推定し、突き出し可能な時間を算出した。 |
|