HOME > 技術紹介 > 成形技術 > ジュラコン(R) POMの成形技術
成形条件 / 各種条件設定
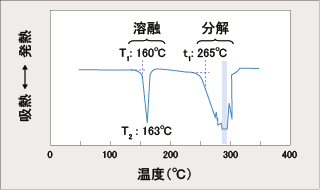
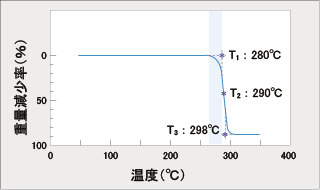
4.3 シリンダ温度 4.3.1 シリンダ温度の設定例 ジュラコン® POMの融点は約165℃ですが、実際に成形を行なう場合の樹脂温度は190~210℃(望ましくは200~210℃)が適当です。樹脂温度は一般的にはシリンダ設定温度(前部)の10~15℃アップ位となります。シリンダ温度の設定例を次に示しますが、実際にノズルから空打ちした溶融樹脂の中に温度計をさし込んで実測することをお勧めします。 シリンダ温度の設定例
また、樹脂温度が不適正な場合には次のような問題が起こる可能性があります。
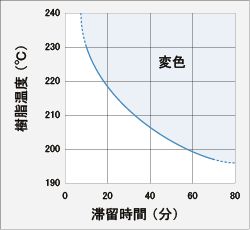
4.3.2 滞留による変色 成形品の変色は樹脂温度とシリンダ内滞留時間によって決まります。各種グレードにより若干の差はありますが、ジュラコンM90-44の変色限界は大体図4-4のようになります。この許容滞留時間は物性低下よりも変色の方で決定されます。
図4-4 耐熱変色域 4.4 金型温度 ジュラコンを成形するときの標準的な金型温度は60~80℃ですが、成形品の物性、表面状態、使用中における寸法変化、成形サイクル等の要求品質に応じて金型温度を設定する必要があります。例えば、成形品の使用雰囲気温度が高い場合、寸法変化を起こさないためには金型温度を使用温度より高くするかアニーリング処理を行なう必要があります。また、鏡面性が必要な場合は約120℃程度の高い金型温度で成形することがあります。成形サイクルを短縮するために30~40℃といった低温に金型温度を設定する場合がありますが、そのときは次の点に注意する必要があります。
さらに、そり変形を防止する上では、金型温度分布の均一化にも考慮する必要があります。 4.5 射出圧力 ジュラコンの一般的な射出圧力は次のとおりですが、射出圧力は流動性、収縮率、成形品の物性などの影響を考慮して決める必要があり、おもに成形品の外観、寸法を見ながら決定します。 射出圧力の設定例 射出圧力: 100MPa 以上 保圧力: 50~100MPa 射出工程から保圧工程への切り替え点: キャビティの80~90%が充填された点 なお、射出圧力と保圧力の区別を上記の射出圧力の設定例のように行なわず、射出圧力が不適正な場合には次のような問題が起こる可能性があります。
4.6 射出速度 一般的には、射出速度は5~50mm/s(0.3~3m/min)としますが、射出速度は成形品形状、肉厚、要求品質、ランナの太さ、ゲートサイズ等を考慮して決める必要があります。
また、射出速度が不適正な場合には次のような問題が起こる可能性があります。
4.7 スクリュ回転数と背圧 溶融樹脂の温度ばらつきの点からは、スクリュ回転数は遅く、背圧は高くすることが理想ですが、生産性も考慮すると次のような設定が一般的です。 設定例 スクリュ回転数: 100~150rpm 背圧: 0~5MPa 背圧が低すぎる場合は、エア巻き込みによる計量不安定となり、高すぎる場合は、ノズルからの鼻たれの発生、可塑化時間の延長となりますので、注意が必要です。
|