HOME > 技術紹介 > 成形技術 > ジュラコン(R) POMの成形技術
金型設計 / 金型温度調節
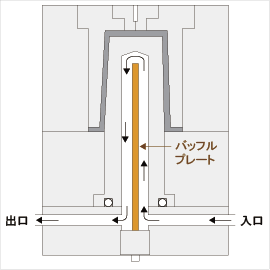
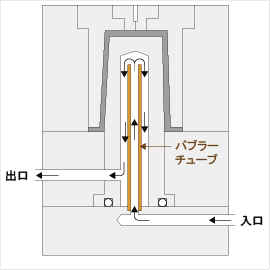
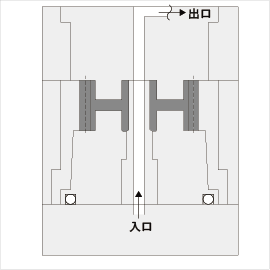
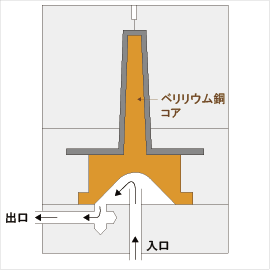
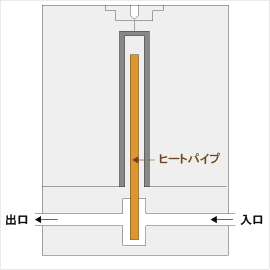
8. 金型設計 8.6 金型温度調節 金型温度は成形サイクル、成形品品質などに大きな影響を及ぼしますので、その温度調節の方法についてはランナ、ゲート、ノックアウト方式などの金型構造と同様に事前検討を十分行わなければなりません。金型温調設計には次の点を考慮する必要があります。
|
HOME > 技術紹介 > 成形技術 > ジュラコン(R) POMの成形技術
8. 金型設計 8.6 金型温度調節 金型温度は成形サイクル、成形品品質などに大きな影響を及ぼしますので、その温度調節の方法についてはランナ、ゲート、ノックアウト方式などの金型構造と同様に事前検討を十分行わなければなりません。金型温調設計には次の点を考慮する必要があります。
|