HOME > 技術紹介 > 成形技術 > ジュラコン(R) POMの成形技術
成形加工特性 / 熱安定性
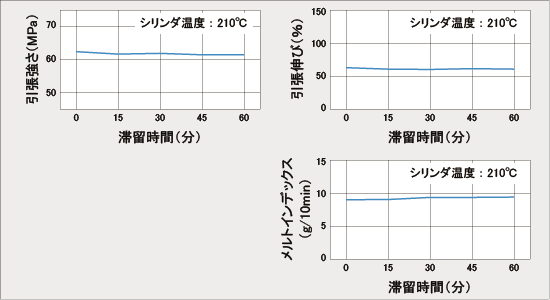
6. 成形加工特性 6.4 熱安定性 6.4.1 シリンダ内滞留による物性変化
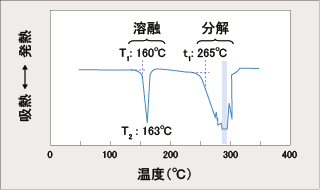
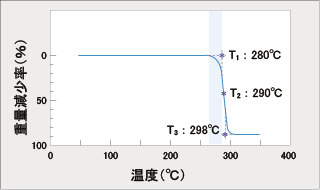
6.4.2 分解開始温度 DSC(示差走査熱量計)及びTG(熱天秤)でジュラコン® POMの分解開始温度を測定すると図6-17、図6-18に示したような結果となります。これらの温度はアセタールホモポリマーより20~30℃高く、また融点がアセタールホモポリマーより約10℃低いことと合わせ、ジュラコンの成形温度範囲がアセタールホモポリマーより広いことがわかります。
|