HOME > 技術紹介 > 成形技術 > ジュラコン(R) POMの成形技術
成形加工特性 / 成形収縮特性
6. 成形加工特性
6.2 成形収縮特性
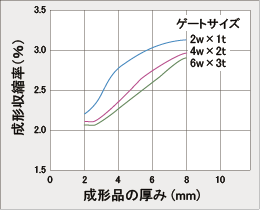
図6-5 M90-44の成形収縮率(サイドゲート) |
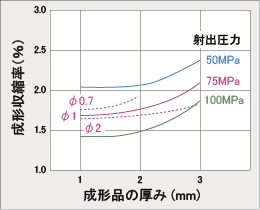
図6-6 M90-44の成形収縮率(ピンゲート) |
成形条件
射出圧力: 50MPa
シリンダ温度: 190℃
金型温度: 80℃
射出速度: 50mm/s
金型: 80×80mm平板 |
成形条件
シリンダ温度: 190℃
金型温度: 80℃
射出速度: 17mm/s
金型: 50×50mm平板
ピンゲート: ∅1.0 |
表6-1 成形収縮率と成形条件の一般的関係
| |
変化 |
成形収縮率 |
後収縮率 |
| 成形品肉厚 |
↑厚 |
↑大 |
↓小 |
| ゲートサイズ |
↑大 |
↓小 |
|
| 金型温度 |
↑高 |
↑大 |
↓小 |
| 樹脂温度 |
↑高 |
↑大 |
|
| 保圧力 |
↑高 |
↓小 |
|
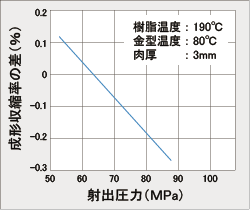
図6-7 射出圧力と成形収縮率 |
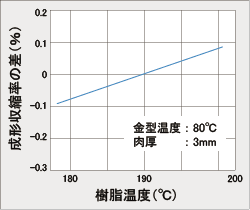
図6-8 樹脂温度と成形収縮率 |
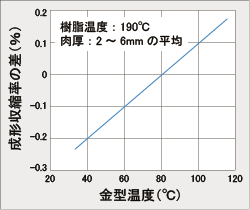
図6-9 金型温度と成形収縮率 |
|
|