HOME > 技術紹介 > 成形技術 > ジュラコン(R) POMの成形技術
成形加工特性 / 後収縮と吸水寸法変化
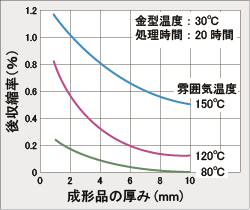
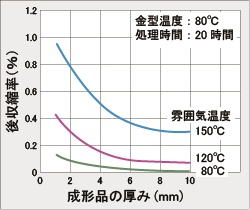
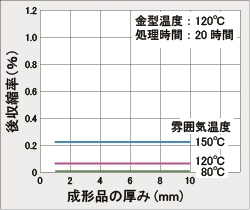
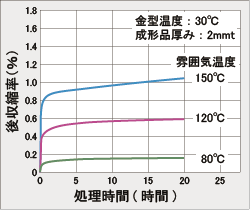
6. 成形加工特性 6.3 後収縮と吸水寸法変化 6.3.1 後収縮とアニーリング
製品性能上、後収縮が問題となる場合は、これらの関係を参考にして金型温度や、アニーリング条件などを決める必要があり、主に次の2つのうちいずれかの方法が取られます。
アニーリングは、上述の寸法安定性の向上のため以外に残留ひずみの除去を目的として行なう場合があります。しかし、一般的な成形品についてはあまり実施されることはありません。残留ひずみ除去を目的としたときのアニーリングの注意点を次に示します。
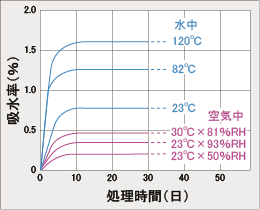
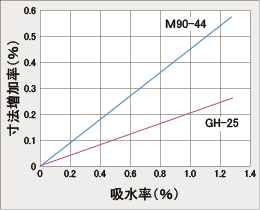
6.3.2 吸水による寸法変化
|