HOME > 技術紹介 > 成形技術 > TOPAS(R) COCの成形技術
成形条件
4. 成形条件
4.9 糸引き対策
TOPAS® COCは成形性を上げるため粘度を低く抑えてあります。その結果、糸引きや洟垂れといった問題が発生する事があります。その場合 まず、以下の対応を行ってください。
- サックバックを取って下さい。大きすぎると気泡が入りますので注意してください。基本的にスクリュ径の1/10程度を設定してください。
- サックバックは金型が開く直前に行うようにしてください。計量遅延やサックバック遅延で設定して下さい。
- ノズル温度を下げてください。目安として5度ずつ下げてください。下げすぎるとノズル先端が固化して、射出が不安定になりますので注意して下さい。
- 成形機のノズルの形状や種類によっては糸引きが止まりにくい場合があります。例えばノズル径が大きかったり、ノズル先端の設計が低粘度樹脂に適していなかったりする場合です。夫々の状況によって対策が異なりますので、以上対策で糸引きが止まらない場合は弊社までお問い合わせ下さい。
図4-5はノズル先端温度と糸引きの状態を示します。(成形機 = 住友SE75D、金型温度 = 110℃) これより、ノズル先端温度を下げると糸引きが直る事が解ります。
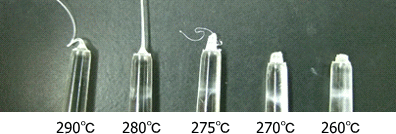
図4-5 Nozzle先端温度と糸引きの状態
|