HOME > 技術紹介 > 成形技術 > TOPAS(R) COCの成形技術
成形条件
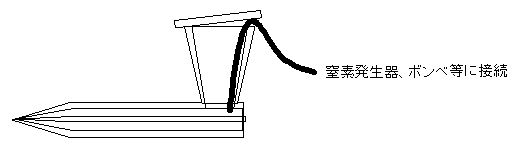
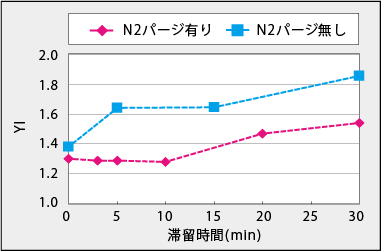
4. 成形条件 4.8 ホッパの窒素パージ ホッパの窒素パージもしくは真空引きを強くお勧めします。樹脂の溶融が開始する場所から酸素を取り除くと、スクリュやシリンダ上の炭化物の発生や、特にシリンダ温度が高めの時に変色を抑える事が出来ます。 ホッパへの窒素導入ですが、基本的には成形機メーカーから窒素導入口のある部品を購入し接続しますが、試験程度であれば図4-3の様に、チューブをシリンダ入り口まで挿入し窒素を導入する方法があります。チューブとホッパ蓋の隙間はテープ等である程度目張りしてください。 導入する窒素ですが、残存酸素濃度が0.1%程度以下、流量はホッパローダやホッパドライヤ等の空気の流れを考慮に入れる必要があり一概に言えませんが、ホッパ内の空気の流れが少なく、成形が安定している場合は数nL/minでOKです。 図4-4にホッパの窒素パージの有無の効果の一例を示します。通常の成形では窒素パージ有無でそれ程大きな差は見られませんが、滞留させると窒素を導入した方が変色の程度が低く抑えられている事が解ります。
図4-3 ホッパの窒素パージの有無の効果(一例)
図4-4 6015S-04の滞留時間とYI
|