HOME > 技術紹介 > 成形技術 > TOPAS(R) COCの成形技術
成形条件
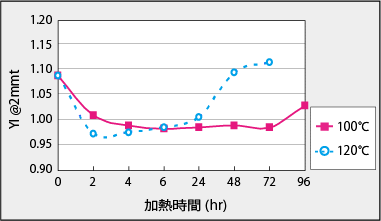
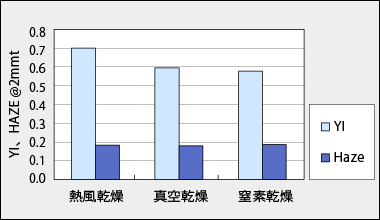
4. 成形条件 4.2 予備乾燥 TOPAS® COCは吸湿しませんが、ペレット中の酸素を除くため予備乾燥が必要です。乾燥方法は一般的な熱風乾燥で結構です。5013系、6013系、6015系、6017系は100℃で6時間行ってください。8007では乾燥は不要ですが、厳しい光学特性を要求される場合、60℃で24時間行ってください。 図4-1にTOPAS 6013S-04の乾燥条件とYIの変化を示します。120℃での乾燥では数時間余分に乾燥されることでペレットの酸化が進み、YIが上がってしまいます。推奨の100℃乾燥では長時間行ってもYIが上がる事はありません。ホッパドライヤ等ではペレットの置き換わりの問題がありますので100℃での乾燥は6時間以上24時間以内にする様にしてください。 また、除湿乾燥は不要ですが、色目や歩留まりの厳しい製品には真空乾燥や窒素置換乾燥 をお勧めします。図4-2にTOPAS 5013L-10における乾燥条件とYIとHAZEとの関係を示します。真空乾燥や窒素置換乾燥の方がYIは低く良好な光学特性を示している事が解ります。
図4-1 TOPAS® 6013S-04の乾燥温度とYIの関係
図4-2 TOPAS® 5013L-10の乾燥条件によるYIとHazeへの影響
|