HOME > 技术支持 > 成型技术 > TOPAS(R) COC成型技术
成型条件
4. 成型条件 4.9 拉丝对策 TOPAS® COC的粘度被降低以提高其成型性。其结果,拉丝、流涎等问题也会随之而来。此时可才采取下列对策:
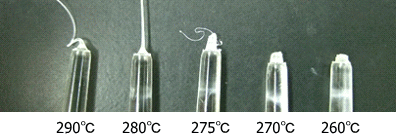
图4-5 给出了喷嘴前端温度和拉丝状态。(成型机=住友SE75D、模具温度=110℃) 由此可见,降低喷嘴前端温度可消除拉丝问题。
图4-5 喷嘴前端温度与拉丝状态
|
HOME > 技术支持 > 成型技术 > TOPAS(R) COC成型技术
4. 成型条件 4.9 拉丝对策 TOPAS® COC的粘度被降低以提高其成型性。其结果,拉丝、流涎等问题也会随之而来。此时可才采取下列对策:
图4-5 给出了喷嘴前端温度和拉丝状态。(成型机=住友SE75D、模具温度=110℃) 由此可见,降低喷嘴前端温度可消除拉丝问题。
图4-5 喷嘴前端温度与拉丝状态
|