HOME > 技术支持 > 成型技术 > TOPAS(R) COC成型技术
模具设计
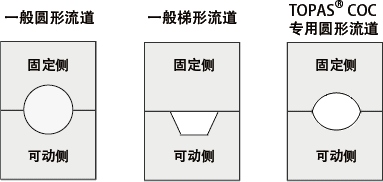
7. 模具设计 7.1 流道 (1) 冷流道 (a) 分流道 考虑到压力损失,建议通常采用圆形(首选)和梯形(次选)分流道。不过,由于TOPAS® COC的模具转印性良好,因此与圆形流道的分型面垂直的面上的凹凸等有时就会形成根切(undercut),从而导致脱模不良和碎裂。图8-1 给出了TOPAS专用圆形流道的一个例子。例如,如果做成变形圆形(此时与分型面垂直的面已被尽量消除)而非正常圆形,则可预防此类故障。
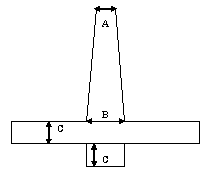
(b) 分流道尺寸 就分流道的粗细而言,从抑制熔融树脂冷却和减少压力损失方面来说宜粗不宜细,但也要根据减少分流道发生率等经济方面的因素来决定。
图7-1 分流道设计例
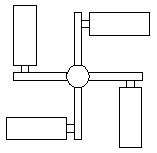
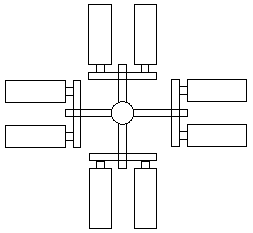
(c) 主流道和分流道的排列 如果是一模多腔,应设法使分流道对称排列并使其长短和粗细保持相同以便树脂能够同时填充到各腔中。 冷料阱特别重要,应将其设在各分流道的交叉处。图8-2 和图8-3 分别给出了主流道设计例以及分流道排列和设计例。
图7-2 TOPAS® COC主流道设计例
图7-3 4腔和8腔的分流道配置和设计例
(2) 热流道 透明材料中也可使用热流道,但要注意热流道内的加热对树脂的损害大于机筒内的加热。考虑到热流道会带来碳化物混入和变色等问题,因此建议不要将其用于光学要求高的制品。为了防患于未然,应选择适合光学材料的热流道设计并遵守正确的使用方法。 适合透明树脂的热流道是指一种没有死区(树脂滞留部位)并且根据内部摩擦和材质等因素而设计的流道。详情请咨询本公司。
|