HOME > 技术支持 > 成型技术 > TOPAS(R) COC成型技术
成型的注意事项
2. 成型的注意事项 从其他材料切换到TOPAS® COC时,建议分解塑化装置并直接清洁螺杆、机筒和喷嘴。用铜刷等擦掉污渍等。附着有树脂时,可加热到树脂Tg以上后予以去除。特别需要注意的是螺杆的塑化初始处、止逆阀内部以及喷嘴前端内部等处容易附着树脂并形成污垢。
有时会因少量试制或日程方面的缘故而难以对塑化装置进行分解清洁。此时可通过清洗来进行材料切换。通过清洗来切换到透明树脂的难度很大,尤其是在低粘度TOPAS的情况下更应注意。下面举例说明树脂的各种切换方法。如果这种方法未使材料得到置换,则要对塑化装置进行分解清洁。清洗效率取决于成型机的种类和塑化装置。详情请咨询本公司。
(1) 切换到TOPAS 5013类 TOPAS 5013类的粘度极低,因此无法通过清洗从其他材料直接切换。为此,可用粘度较高的TOPAS 6013类清洗后置换其他树脂,然后再通过清洗置换到TOPAS 5013类。通过清洗切换到TOPAS 5013类时,应事先备好TOPAS 6013类。关于切换到TOPAS 6013类之前的注意事项,请参阅(2)。
(2) 切换到非TOPAS 5013类 清洗效果取决于前一种树脂的种类和粘度。下面举例说明这一方法。 (a) 前一种材料是高粘度树脂时 暂且用低粘度(粘度要尽可能的低)的清洗材料、PP、PE等置换一般材料。用低粘度清洗材料、PP、PE等无法置换时,可先使用高粘度材料,然后再置换成低粘度材料。需要注意的是置换不充分将最终导致次品。 接着加热至预定的TOPAS成型温度并清洗。
(b) 前一种材料是低粘度树脂时 暂且用低粘度清洗材料、PP、PE等置换一般材料。 接着加热至预定的TOPAS成型温度并清洗。
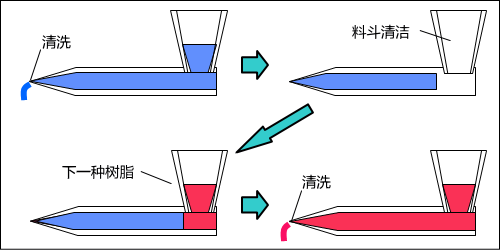
(c) 前一种材料是COC、COP时 加热至预定的TOPAS成型温度并清洗。不过,COC和COP会被空气氧化成碳化物,因此应使机筒保持满树脂状态。换言之,当在料斗中看不见前一种材料时,就要停止螺杆并用前一种树脂充满机筒。接着清洁料斗等,投入TOPAS并继续清洗。如果已将 氮气注入料斗,则可在注入的同时进行清洗。总之,"要在机筒内充满树脂的状态下进行清洗"。
为了防止氧化,可按如下方法暂停成型。如果要降低机筒温度,应尽量在计量过程结束后停止螺杆。由于再加热后的螺杆动作将从"注射过程"开始,因此万一故障导致部分树脂没有熔化时,则可通过螺杆没有前进 这一点来发现异常。如果再加热后从"旋转过程"开始,则当发生故障时不耐捻力的螺杆有时就会发生破损。
(1) 停止数十分钟~1小时 如果在树脂已被注入螺杆和料斗的情况下向料斗中注入了氮气,则可在注入状态下停止。清洗滞留树脂后开始成型。
(2) 停止数小时~半天 如果在树脂已被注入螺杆和料斗的情况下向料斗中注入了氮气,则可在注入状态下将机筒温度降至Tg+10℃附近。将机筒温度加热到成型温度,清洗滞留树脂后开始成型。
(3) 停止半天~数天 如果在树脂已被注入螺杆的情况下向料斗中注入了氮气,则可在注入状态下将机筒温度降至Tg+10℃附近。再次成型前应对料斗中的树脂重新干燥。将机筒温度加热到成型温度,清洗滞留树脂后开始成型。
(4) 停止数天以上 如果在树脂已被注入螺杆的情况下向料斗中注入了氮气,则可在注入状态下关闭加热器以降低机筒温度。机筒充分冷却后停止氮气注入。再次成型前应对料斗中的树脂重新干燥。 如果要继续成型,可在成型开始前至少3小时之前向料斗中注入氮气,并将机筒温度降至Tg+10℃附近。在此状态下经过至少3小时后,将机筒温度加热到成型温度,清洗滞留树脂后开始成型。
图2-1 COP和COC的切换过程图解
|