HOME > 技術紹介 > 成形技術 > TOPAS(R) COCの成形技術
金型設計
7. 金型設計 7.2 ゲート (1) ゲートサイズ ゲート位置については、製品の厚い部分につけることでより安定した製品を成形することが出来ます。ゲートの大きさについてはゲート部での応力集中を避けるよう製品形状に応じた大きさにして下さい。また、ゲート方式についてはサイドゲートやファンゲート等一般的に使用されているゲート方式で使用可能です。スプルおよびランナについては、製品までの圧力伝達をよくするため大き目に設定して下さい。
品質上問題がなければ成形サイクルのアップ、ゲート仕上げなどのためにより小さいゲートをつけます。また、成形品が薄肉品(0.3mm以下等)の場合、成形品と同じ厚みにして樹脂の圧力損失を防ぎます。
(2) ゲート位置
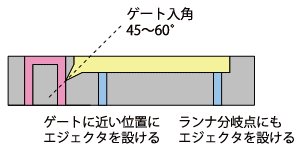
(3) ゲート形状 TOPAS® COCの場合、特に問題となるようなゲート形状はなく、一般的に使用されているものを使うことができます。ただ、サブマリンゲートの場合は、形状によってゲートが折れてしまうときがあります。図7-4に注意点を示します。
図7-4 サブマリンゲートの注意点
|