HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
成型品设计 / 尺寸管理法
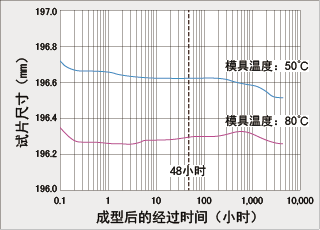
7. 成型品设计 7.4 尺寸管理法 夺钢® POM成型品的尺寸变化因形状和成型条件而异,但是一般而言,尺寸在成型2日后就会达到稳定(见图7-5)。因此,要想得到精确的尺寸,则需要 将成型品放置于恒温室内,待尺寸稳定之后再进行测量。但是,在实际成型中判定成型品的尺寸是否在公差范围内,不可能等待2日。为此,一般常用的方法是:
|
HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
7. 成型品设计 7.4 尺寸管理法 夺钢® POM成型品的尺寸变化因形状和成型条件而异,但是一般而言,尺寸在成型2日后就会达到稳定(见图7-5)。因此,要想得到精确的尺寸,则需要 将成型品放置于恒温室内,待尺寸稳定之后再进行测量。但是,在实际成型中判定成型品的尺寸是否在公差范围内,不可能等待2日。为此,一般常用的方法是:
|