HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
成型品设计 / 尺寸精度
7. 成型品设计
7.2 尺寸精度
(a) 一般尺寸公差
通常夺钢® POM的尺寸公差是以美国SPI为标准,如图7-1所示。当精密成型时,尺寸公差如下所示:
- 20~40mm时的尺寸公差为 ±0.20~0.25%
- 80~100mm时的尺寸公差为 ±0.15%左右
采用多模腔成型时,尺寸波动一般要比一模一个来得大。所以,为了减少尺寸波动,我们可以调整树脂的流入平衡、降低模具表面温度的分布等。
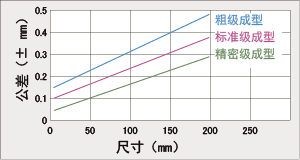
图7-1 聚甲醛的尺寸公差
(b) 尺寸波动
表7-1 成型品的尺寸及其波动
| 成型日 |
平均
χ (mm) |
标准偏差
±3σn-1 |
变异系数 (%) (*1) |
| 1日的波动 |
3日连续的波动 |
对整个 |
| 初期值 |
49.025 |
0.006 |
0.012 |
- |
0.047
(49.045±0.023) (*2) |
| 1个月后 |
第1日 |
49.047 |
0.005 |
0.010 |
0.020 |
| 第2日 |
49.047 |
0.005 |
0.010 |
| 第3日 |
49.053 |
0.003 |
0.006 |
| 2个月后 |
49.055 |
0.005 |
0.010 |
- |
| 3个月后 |
49.055 |
0.009 |
0.018 |
- |
| 4个月后 |
第1日 |
49.049 |
0.007 |
0.014 |
0.024 |
| 第2日 |
49.057 |
0.006 |
0.012 |
| 第3日 |
49.055 |
0.006 |
0.014 |
| 5个月后 |
49.046 |
0.004 |
0.008 |
- |
| 6个月后 |
49.046 |
0.004 |
0.008 |
- |
| 7个月后 |
49.042 |
0.006 |
0.012 |
- |
| 8个月后 |
第1日 |
49.039 |
0.006 |
0.012 |
0.020 |
| 第2日 |
49.045 |
0.005 |
0.010 |
| 第3日 |
49.045 |
0.006 |
0.012 |
| 9个月后 |
49.045 |
0.006 |
0.012 |
- |
| 10个月后 |
第1日 |
49.046 |
0.006 |
0.012 |
0.020 |
| 第2日 |
49.040 |
0.004 |
0.008 |
| 第3日 |
49.039 |
0.006 |
0.012 |
| 11个月后 |
49.033 |
0.004 |
0.008 |
- |
(*1) ±3σn-1 ⁄ ( χ ×100) (%)
(*2) χ ±3σn-1 (mm)
|