HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
模具设计 / 流道
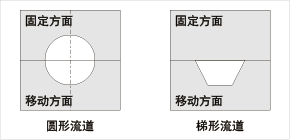
8. 模具设计 8.1 流道 8.1.1 冷流道 (a) 流道的断面形状 流道的断面形状以圆形为最佳,但它要求必须同时在模具的固定板和移动板上开槽。若无法做成圆形 流到时,则可设计成梯形。但应尽量避免采用半圆形流道。图8-1表示了梯形流道的实例。
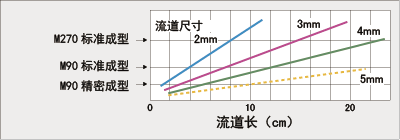
(b) 流道的断面尺寸 从抑制熔融树脂冷却、减少压力损失的方面来看,流道的断面尺寸越大越好。但也应 考虑经济因素,降低流道的比率。图8-2为流道的简易设计图。它根据最长的流动长度推 算出流道的粗细,该图可作为一个工具使用。
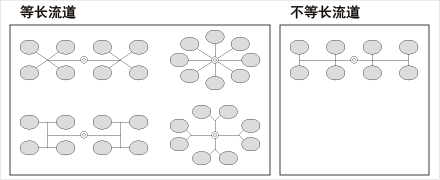
(c) 流道的配置 采用多模腔时,为了使树脂能同时充填到各模腔内,流道 的长度及粗细要一致.另外,也可以设计成对称形 配置,如图8-3所示的流道配置实例。当通向各模腔的流道长度不相同(不等长流道)、或因配套等原因模腔的体积不相同等情况时,一般还通过改变流道粗细来调节,以确保可以同时充 满模腔。
8.1.2 热流道 热流道的采用在节约材料、成型自动化等方面非常有效,另一方面.它也存在热片部位的压力损失和 热片及歧管部位的变色、换色、模具温度分散等问题,采用前需要检讨。热流道造成的问题有浇口切断(拉丝)、浇口堵塞、流涎、滞留变色、热片间平衡等,要对这些问题进行综合考虑后才能选定热流道的类型。一般而言,它们对于夺钢® POM没有问题,可放心选用。
|