HOME > 技術紹介 > 成形技術 > TOPAS(R) COCの成形技術
成形加工特性
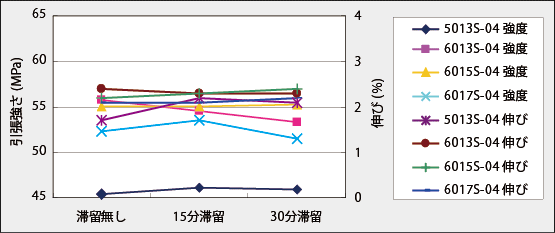
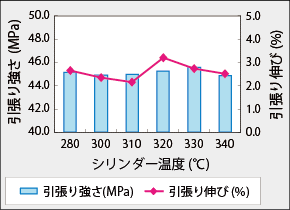
5. 成形加工特性 5.4 熱安定性 (1) シリンダ内滞留による特性変化 TOPAS® COCの滞留の影響は、成形品の色相変化(黄色)となって現れます。物性に対しては図5-14に示すように大きな変化はありません。
図5-14 シリンダ内滞留による引張特性変化
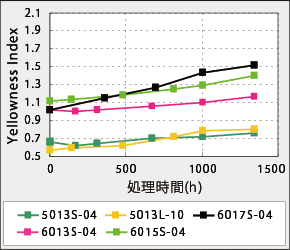
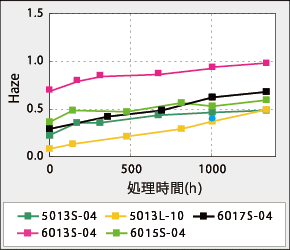
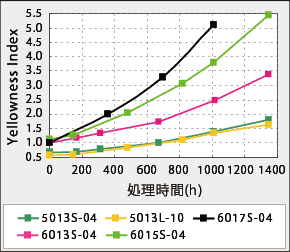
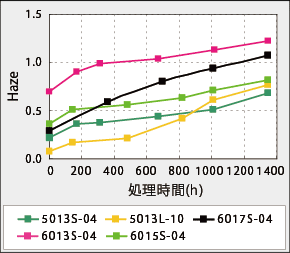
(2) 長時間高温処理による特性変化 TOPASの成形品を高温処理した場合のYIとHAZEの変化を図5-15~18に示します。長時間の高温処理により黄色に変色し、濁る傾向が見られます。
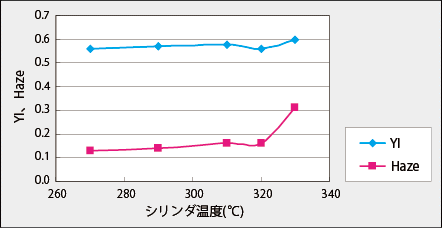
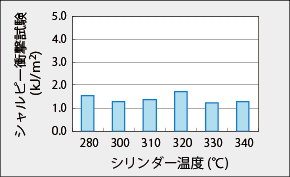
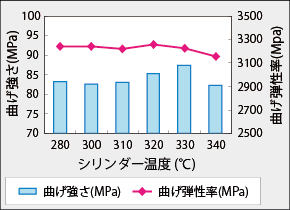
(3) シリンダ温度による特性変化 5013L-10のシリンダ温度による各種特性の変化を図5-19~22に示します。YIやHAZE、曲げ弾性率が330℃以上で変化しています。基本的に推奨条件範囲での成形をお勧めします。
図5-19 5013L-10のシリンダ温度とYI、HAZE
|