HOME > 技術紹介 > 成形技術 > TOPAS(R) COCの成形技術
成形加工特性
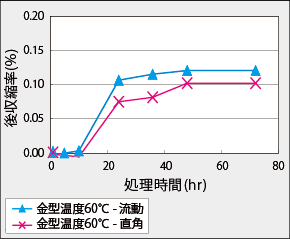
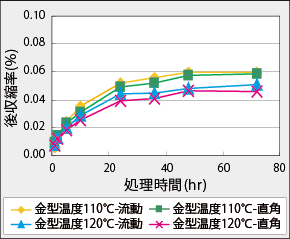
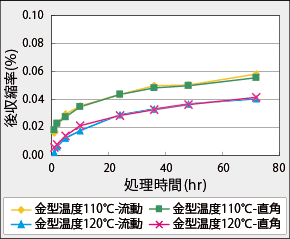
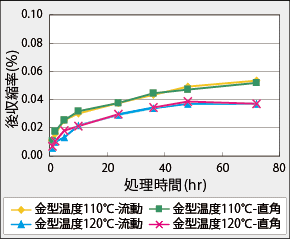
5. 成形加工特性 5.3 後収縮 図5-10に8007S-04、図5-11に5013L-10、図5-12に6013S-04、図5-13に6015S-04のアニーリングによる後収縮率を示します。アニーリングにより樹脂が収縮し、成形歪みが緩和されます。基本的にアニーリングは金型温度より低く、またDTULより20℃低い温度をお勧めします。
|
HOME > 技術紹介 > 成形技術 > TOPAS(R) COCの成形技術
5. 成形加工特性 5.3 後収縮 図5-10に8007S-04、図5-11に5013L-10、図5-12に6013S-04、図5-13に6015S-04のアニーリングによる後収縮率を示します。アニーリングにより樹脂が収縮し、成形歪みが緩和されます。基本的にアニーリングは金型温度より低く、またDTULより20℃低い温度をお勧めします。
|