HOME > 技术支持 > 成型技术 > TOPAS(R) COC成型技术
成型加工特性
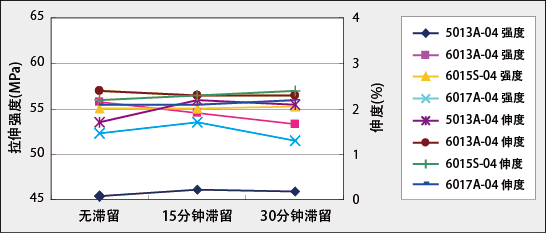
5. 成型加工特性 5.4 热稳定性 (1) 机筒内滞留所引起的特性变化 由于TOPAS® COC滞留的影响而使成型品产生变色(泛黄)等现象,但如图5-14 所示对物性不会产生很大影响.
图5-14 机筒内滞留所引起的拉伸特性变化
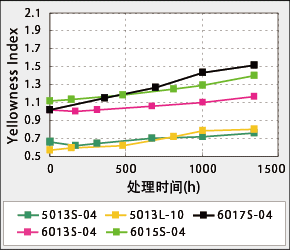
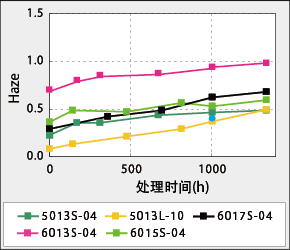
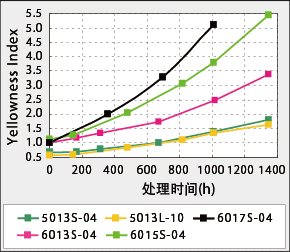
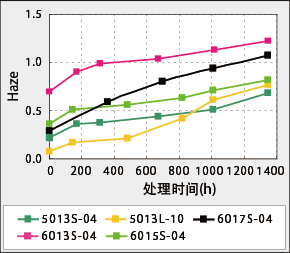
(2) 长时间高温处理所引起的特性变化 图5-15~18 给出了TOPAS成型品经过高温处理后的YI和Haze的变化情况。长时间高温处理导致发黄变浊。
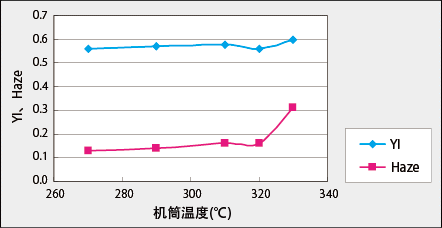
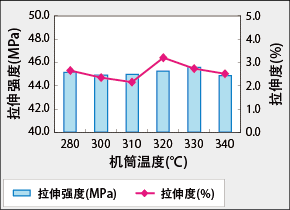
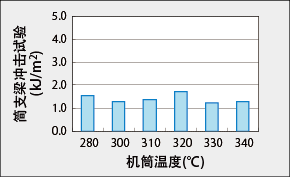
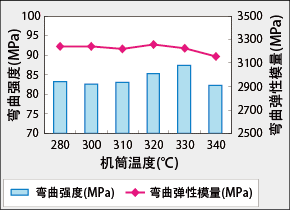
(3) 机筒温度所引起的特性变化 图5-19 ~22 给出了机筒温度所引起的5013L-10特性的变化情况。YI、Haze、弯曲弹性模量在330℃以上发生了变化。建议在推荐条件范围内进行成型。
图5-19 5013L-10的机筒温度与YI和Haze
|