HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
成型加工特性 / 后收缩及吸水尺寸变化
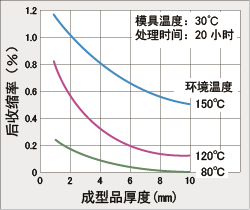
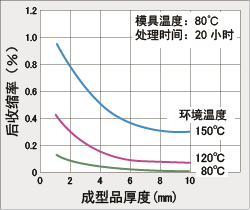
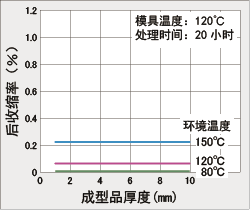
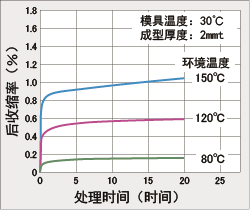
6. 成型加工特性 6.3 后收缩及吸水尺寸变化 6.3.1 后收缩及回火
出现制品性能和后收缩问题时,要参考它们的关系来决定模具温度及回火条件等。一般主要采用下列二种方法中的某一种:
除了上述提高尺寸稳定性的目的之外,有时还以去除残留应变为目的进行回火。但是,就一般的成型品而言,不 需要进行回火处理。以去除残留应变为目的进行回火时,需要注意以下几点:
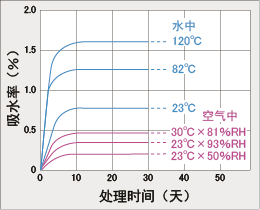
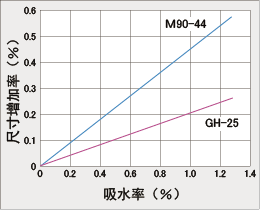
6.3.2 因吸水而引起的尺寸变化
|