HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
成型加工特性 / 成型收缩率
6. 成型加工特性
6.2 成型收缩率
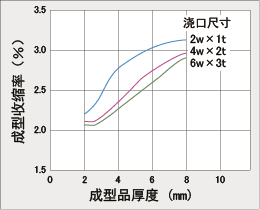
图6-5 M90-44成型收缩率 (侧浇口) |
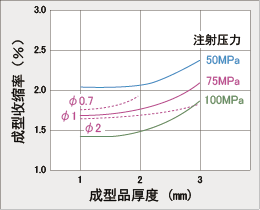
图6-6 M90-44成型收缩率 (点浇口) |
成型条件
注射压力: 50MPa
料筒温度: 190℃
模具温度: 80℃
注射速度: 50mm/s
模具: 80×80mm平板 |
成型条件
料筒温度: 190℃
模具温度: 80℃
注射速度: 17mm/s
模具: 50×50mm平板
点浇口: φ1.0 |
表6-1 成型收缩率与成型条件的一般关系
| |
变化 |
成型收缩率 |
后收缩率 |
| 成型品厚度 |
↑ 增厚 |
↑ 加大 |
↓ 减小 |
| 浇口尺寸 |
↑ 扩大 |
↓ 减小 |
|
| 模具温度 |
↑ 升高 |
↑ 加大 |
↓ 减小 |
| 树脂温度 |
↑ 升高 |
↑ 加大 |
|
| 保压力 |
↑ 升高 |
↓ 减小 |
|
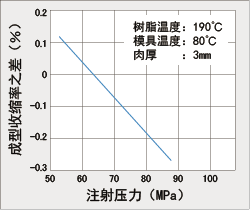
图6-7 注射压力与成型收缩率 |
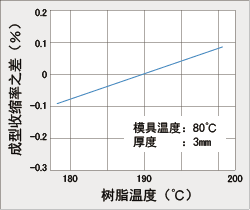
图6-8 树脂温度与成型收缩率 |
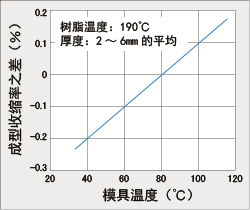
图6-9 模具温度与成型收缩率 |
|
|