HOME > 技術紹介 > 成形技術 > ジュラファイド(R) PPSの成形技術
4. 金型設計
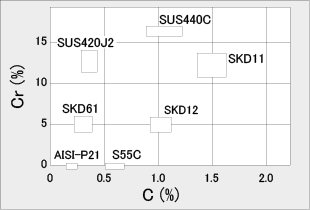
(1) 金型材質
ジュラファイド®はガラス繊維等充填材が多いため、金型摩耗に配慮する必要があります。また、成形時にごく微量の腐食性ガスが生じる場合を考慮し、耐摩耗性と耐腐食性を兼ね備えた金型材料が必要となります。図4-1にJlS規格鋼材を示します。ジュラファイド用金型材としてSKD11、SUS420J2、SUS440Cを推奨します。また、金型の延命のため、金型表面処理が有効であり、PVD法によるセラミックコーティング(表4-1参照)、一例として窒化クロム(CrN)コーティングを推奨します。 |
|
表4-1 PVD法によるセラミックコーティング |
膜種 |
色調 |
硬度(Hv) |
摩擦係数 |
耐食性 |
耐摩耗性 |
耐酸化性 |
TiN |
金色 |
2000~2400 |
0.45 |
○ |
○ |
○ |
ZrN |
ホワイトゴールド |
2000~2200 |
0.45 |
○ |
△ |
△ |
CrN |
銀白色 |
2000~2200 |
0.30 |
◎ |
○ |
○ |
TiC |
銀白色 |
3200~3800 |
0.10 |
△ |
◎ |
△ |
TiCN |
灰紫色 |
3000~3500 |
0.15 |
△ |
◎ |
△ |
TiAlN |
黒紫色 |
2300~2500 |
0.45 |
○ |
○ |
◎ |
Al2O3 |
灰色 |
2200~2400 |
0.15 |
○ |
○ |
◎ |
DLC |
黒色 |
3000~3500 |
0.10 |
○ |
○ |
○ |
|
(2) 金型温調
金型は130℃以上に加熱する必要があり、通常カートリッジヒータを使用しますが、加圧熱水温調、油温調を行うと型温分布がより均一となります。
固定及び移動側取付板にもヒータを設置してください。 |
(3) スプル、ランナ
スプルのテーパは2~3度が必要で、ランナは円形または台形が標準です。スプル及びランナの先端には必ずコールドスラッグウェルを設置してください。スプルはよく研磨してください。研磨が不充分だと離型不良を起こす危険性があります。 |
(4) ゲート
ピンゲート、トンネルゲートも可能ですが、サイドゲートで設計する方が自由度が大きくなります。ピンゲートにする場合、直径は最小0.6mmφ、通常0.8~1.2mmφが多く、好ましくは1mmφ以上です。
ゲート位置は重要であり、ウエルド部および繊維状フィラーの異方性に注意が必要です。 |
(5) 成形品の肉厚
0.8mm以上の均肉設計が原則です。肉厚0.2mmtですと、1140A1は流動距離7mmが限度です。図4-2、表4-2にジュラファイドの流動性を示します。 |
|
表4-2 ジュラファイド®の流動性比較 |
0220A9 |
1130A1 |
1130A64 |
1130T6 |
1140A1 |
1140A6 |
0.9 |
1.0 |
1.3 |
1.0 |
1.0 |
1.2 |
1140A64 |
1140A7 |
1150A64 |
6150T6 |
6165A4 |
6165A6 |
1.4 |
1.9 |
1.2 |
1.2 |
0.7 |
0.8 |
6165A7 |
6465A62 |
6565A6 |
6565A7 |
2130A1 |
3130A1 |
0.9 |
1.2 |
0.8 |
1.3 |
0.9 |
1.7 |
6345A4 |
7140A4 |
|
|
|
|
1.6 |
1.1 |
|
|
|
|
|
| |
1140A1を1.0とした時の流動長 |
| |
使用金型
シリンダ温度
金型温度
射出圧力 |
: バーフロー(1mmt)
: NH320-320-305-290℃
: 150℃(6565A6のみ100℃)
: 73.5MPa |
(6) 抜き勾配
1~2度が標準です。寸法精度を要する場合、1/4~1/2程度の抜き勾配とします。 |
(7) エアーベント
深さ0.005~0.008mm、幅5mm、長さ2~3mm程度のエアーベントを設置して下さい。エアーベント端0.5~1mm深さで金型を削り込み、大気に開放します。スプル、ランナ部からもエアーベントを取ると効果的です。エアーベントが不充分だと光沢不良、ウエルド強度の低下、ショートショットおよび焼けをまねく恐れがあります。 |
(8) リブ
リブはその高さや、厚さを大きくすることにより、リブの数を増す方が効果的です。リブの床面積は、成形品厚さの1/2、抜き勾配は2~3度以上と大きく取ります。 |
|