HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
成型条件 / 成型周期
4. 成型条件
4.8 成型周期
4.8.1 注射、保压时间
注射、保压的合计时间要大于浇口封闭时间。这里所说的浇口封闭时间是指成型品重量达到恒定的最短时间,见图4-5。注射、保压的合计时间小于浇口封闭时间时,有可能发生下列问题:
- 成型收缩率增大(图4-6)。
- 尺寸波动增大(图4-7)。
- 产生空洞、凹痕。
- 变形增大(图4-8)。
- 冲击强度降低(图4-9)。
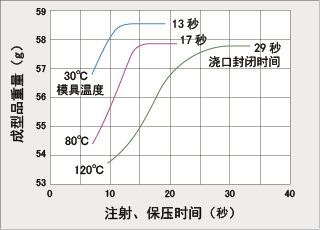
图4-5 成型品重量与浇口封闭时间 |
成型条件
机筒温度: 190℃
注射压力: 75MPa
注射速度: 17mm/s
模具:
120×120×3mmt平板
(侧浇口4w×2t) |
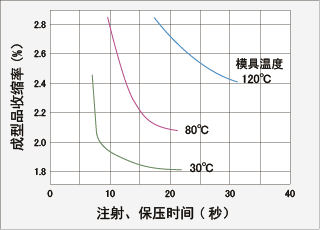
图4-6 成型品收缩率与浇口封闭时间 |
成型条件
机筒温度: 190℃
注射压力: 75MPa
注射速度: 17mm/s
模具:
120×120×3mmt平板
(侧浇口4w×2t) |
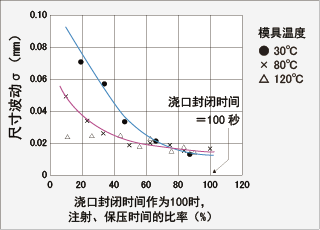
图4-7 尺寸波动与浇口封闭时间 |
试片: ASTM拉伸试片 (厚度: 3.2mm)
测定部位: 长度方向 (213mm) |
浇口封闭时间因成型机容量与1次注射重量的关系不同而异。还因浇口大小、浇口部位的成型品厚度、以及成型条件的不同而异。所以,要对实际的成型品进行测定。表4-1和表4-2表示了试片数据,供作参考。
表4-1 浇口封闭时间(侧浇口)
| 模具温度 (℃) |
制品厚度 (mm) |
浇口尺寸 (w × t) |
浇口封闭时间 (秒) |
| M90-44 |
GH-25 |
| 40 |
1 |
2 x 1 |
4 |
- |
| 2 |
2 x 1 |
9 |
6 |
| 4 x 2 |
9 |
6 |
| 3 |
2 x 1 |
11 |
10 |
| 4 x 2 |
17 |
10 |
| 6 x 3 |
20 |
11 |
| 4 |
2 x 1 |
14 |
11 |
| 4 x 2 |
20 |
15 |
| 6 x 3 |
26 |
16 |
| 60 |
1 |
2 x 1 |
4 |
- |
| 2 |
2 x 1 |
10 |
6 |
| 4 x 2 |
10 |
7 |
| 3 |
2 x 1 |
14 |
10 |
| 4 x 2 |
19 |
12 |
| 6 x 3 |
21 |
12 |
| 4 |
2 x 1 |
15 |
13 |
| 4 x 2 |
22 |
17 |
| 6 x 3 |
31 |
18 |
| 80 |
1 |
2 x 1 |
5 |
3 |
| 2 |
2 x 1 |
11 |
7 |
| 4 x 2 |
12 |
7 |
| 3 |
2 x 1 |
17 |
14 |
| 4 x 2 |
22 |
14 |
| 6 x 3 |
24 |
15 |
| 4 |
2 x 1 |
18 |
16 |
| 4 x 2 |
27 |
20 |
| 6 x 3 |
34 |
21 |
GH-25: 25%玻璃纤维增强型品级,试片: 80mm正方形平板
表4-2 浇口封闭时间(点浇口)
| 模具温度 (℃) |
制品厚度 (mm) |
浇口尺寸
(Ø) |
浇口封闭时间 (秒) |
| M90-44 |
GH-25 |
| 40 |
1 |
0.5 |
3.4 |
2.8 |
| 1.0 |
3.4 |
2.8 |
| 2 |
1.0 |
8.6 |
6.2 |
| 1.5 |
9.0 |
6.4 |
| 3 |
1.5 |
13.8 |
10.6 |
| 2.0 |
15.8 |
11.2 |
| 60 |
1 |
0.5 |
3.8 |
2.8 |
| 1.0 |
3.8 |
2.8 |
| 2 |
1.0 |
9.8 |
7.0 |
| 1.5 |
10.6 |
7.8 |
| 3 |
1.5 |
16.6 |
12.8 |
| 2.0 |
18.2 |
12.8 |
| 80 |
1 |
0.5 |
4.2 |
3.4 |
| 1.0 |
4.2 |
3.4 |
| 2 |
1.0 |
11.8 |
7.8 |
| 1.5 |
12.6 |
9.0 |
| 3 |
1.5 |
19.2 |
15.8 |
| 2.0 |
20.6 |
16.8 |
GH-25: 25%玻璃纤维增强型品级,试片: 50mm正方形平板
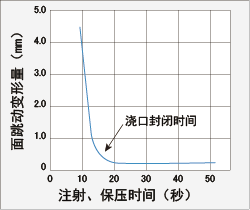
图4-8 变形量与浇口封闭时间
|
试片:
120mmφ×2mmt 圆板
(1.5mmØ点浇口) |
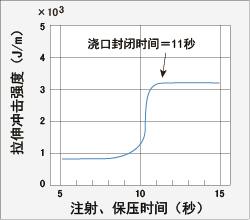
图4-9 冲击强度与浇口封闭时间
|
成型条件:
机筒温度: 180℃
模具温度: 80℃
注射压力: 100MPa
注射速度: 50mm/s
模具:
拉伸冲击试片
(2.5mmØ点浇口) |
4.8.2 冷却时间
图4-10是通过对夺钢® POM M90-44成型品可顶出时间的实际测定和计算而得 的,在图中可得出从固化到能够顶出时所需 要时间。一般而言,为了得到稳定的成型品,正如前面所述,希望保压时间大于浇口封闭时间。关于冷却时间建议您除了塑化时间之外,还要根据成型品顶出时间(保压时间+冷却时间)考虑决定。 另外,在成型品厚度厚、象模芯过长不宜散热、以及有变形问题等情况下,有时需要更长的冷却时间。
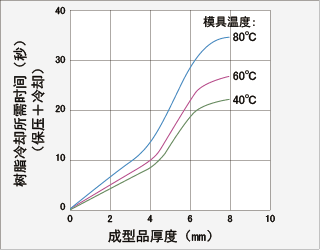
图4-10 成型品可顶出时间
|
试片:
80×80mm平板,厚度1~8mm
侧浇口:
2w×1t (厚度1~4mm时)
4w×2t (厚度5~8mm时)
计算方法:
根据用80×80mm平板可顶出的固化层的比例,推定一般成型品的比例,算出可顶出的时间。 |
|