HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
成型条件 / 各种条件设定
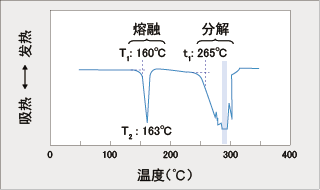
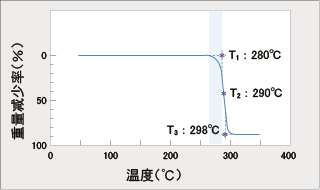
4.3 料筒温度 4.3.1 料筒温度的设定举例 夺钢® POM的熔点约为165℃,但实际成型时的树脂温度应以190~210℃(最好200~210℃)为宜。树脂温度一般高于料筒的设定温度(前部)10~15℃。下面是料筒温度的设定 举例,建议大家将温度计插入从喷嘴空喷出来的熔融树脂中进行实际测量。 料筒温度的设定举例
如果树脂温度不适当,则可能发生下列问题:
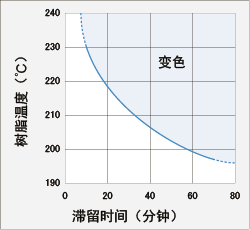
4.3.2 因滞留而引起的变色 成型品的变色取决于树脂温度和树脂在料筒内的滞留时间。虽然因树脂类型不同而有所不同,但夺钢M90-44的变色界限基本如图4-4所示。与物性降低相比,其容许滞留时间更由变色来决定。
图4-4 耐热变色区域 4.4 模具温度 夺钢成型时的标准模具温度为60~80℃,需要按照成型品的物性、表面状态、使用中的尺寸变化、成型周期等品质要求进行模具温度的设定。例如:成型品的使用环境温度高时,为了防止发生尺寸变化,模具温度 必须高于使用温度或进行回火处理。如果外观要达到镜面要求, 则模具温度须设定为120℃左右。为了缩短成型周期,有时将模具温度设定为30~40℃的低温,此时应注意以下几点:
而且,为了防止翘曲变形,还要考虑模具温度分布的均匀。 4.5 注射压力 夺钢的一般注射压力如下所示,但要根据流动性、收缩率和成型品物性等的影响来考虑决定,主要根据成型品的外观及尺寸来决定。 注射压力的设定举例 注射压力:100MPa以上 保压力:50~100MPa 从注射工序到保压工序的切换点: 充填了80~90%模腔的点 另外,如果不象上述注射压力设定举例那样对注射压力和保压力进行区别,则可能发生下列问题:
4.6 注射速度 注射速度一般设定为5~50mm/s(0.3~3m/min),但要根据成型品形状、厚度、品质要求、流道粗细、浇口尺寸等因素进行考虑决定。
另外,如果注射速度不适当,则有可能发生下列问题:
4.7 螺杆转数及背压 从熔融树脂的温度波动来看,螺杆转数慢、背压高是理想的。但考虑到生产率的因素,一般进行如下设定: 设定举例 螺杆转数: 100~150rpm 背压: 0~5MPa 会因空气的卷入而计量不稳定;背压过高时,会产生喷嘴流涎、塑化时间延长的问题,需要注意。
|