HOME > 技術紹介 > 成形技術 > レナタス(R) PETの成形技術
金型設計
4. 金型設計
4.1 スプル設計
|
成形トラブルの原因で意外に多いものに、スプル形状の不適があります。トラブルを防止するために次のようなスプル形状をおすすめします。
(1) スプル長さはできるだけ短く、勾配は十分にとってください
(2) 十分に研磨し、研磨方向は流れ方向としてください
(3) スプルとランナーのコーナーにはRをつけてください
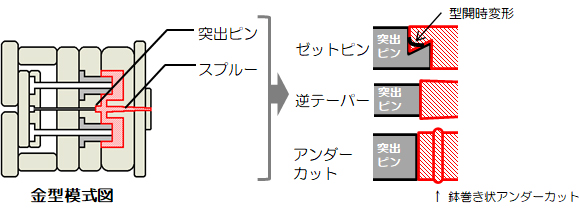
また、スプルの離型を完全にするために、一般的にはゼットピンが使用されます。ただし、高温金型の場合、弾性率が低いためアンダーカットが変形し、離型できないことがあります(図4-1)。このような場合、逆テーパもしくは鉢巻き状のアンダーカット方式が有効です。
|
4.2 ランナー設計
|
レナタス® PETは溶融温度が高いので、ランナーは溶融樹脂の冷却ができるだけ少なくかつ圧力損失を小さくするように設計するのがおすすめです。
ランナーの形状は断面が円形のものが最もよいのですが、固定型、移動型の両方にほり込まなければならない点は不利になります。このため台形ランナーがよく使用されますが標準的には次の寸法をおすすめします。
上底の長さ = (0.6~0.7) × (下底の長さ)
深さ ≒ 上底の長さ
また、ランナーの交点や終点箇所にはコールドスラッグウェルを設けるようにしてください。
レナタス® PETもホットランナーによる成形が可能ですが、下記の点に注意しなければなりません。
(1) ガラス繊維入りグレードでは、ホットチップ、マニホールドが摩耗しないように材質の検討をする。
(2) マニホールド、ホットチップ内での樹脂の滞留がないように留意する(特に難燃グレード)。
その他についてはホットランナー設計の一般的留意点に注意すれば問題はありません。
|
4.3 ゲート設計
|
レナタス® PETは、サイドゲート、ピンゲート、トンネルゲートなど一般に実用化されているゲートなら問題なく使用できます。ただし、ゲートが小さいとキャビティ圧力の低下を起こすため、ゲートは大きいことが望ましいです。その方が、良好な表面外観を得やすく、反り変形が起きにくくなります。
ゲート設計には次の点に考慮しなければなりません。
(1) ゲートのタイプ : 成形品の品質、生産性、自動化などを考慮して決める。
(2) ゲートの位置およびゲート数:変形、成形品強度(複合グレードでは特にウエルド強度)、外観などに影響する。特に変形問題にはゲート位置、ゲート数が対策の一つである。
(3) ゲートの大きさ : 一般則としては成形品厚みの60~70%の厚みのゲートをつける。
|
4.4 ガスベント
|
レナタス® PETは、ガスベントの設計が悪いとガス焼けして黒色化や成形品表面にガス曇りによる光沢不足などの外観上問題になることがあります。
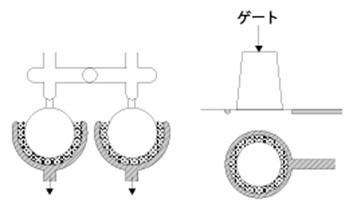
表面光沢をよくするためには高速射出することがよく行なわれますが、ガスベントについては充分配慮しなければなりません。ガスがパーティングラインから追い出されるような構造のときは図4-2のように成形品外周の全面から抜くようにするのが効果的です。ベント部の深さは2/100mm以下とします。
|
4.5 抜き勾配
|
レナタス® PETの離型性は他樹脂に比較して差はありませんが、できるだけ大きいテーパをおすすめします。設定する金型温度が130~150℃と高温の場合は、弾性率が低く、離型により変形することがあるので、抜き勾配は少なくとも1゜程度のテーパをつけることをおすすめします。
また離型をよくするためにはノックアウトの方式、ノックピンの位置、数などについても充分な考慮を払わなければなりません。
|
4.6 金型温調
|
金型温度は成形サイクル、成形品品質などに大きな影響を及ぼします。
レナタス® PETは結晶性樹脂であり、成形品の結晶化度により特性が異なります。優れた特性(特に耐久性)を発揮させるには成形品を十分に結晶化させる必要があり、高温金型での成形を推奨しております。推奨温度より低い金型温度での成形は可能ですが、結晶化不足による寸法変化や変形、表面荒れなどが生じますので、成形品性能や成形性に十分に配慮してください。
高温での金型温調設計には次の点を考慮する必要があります。
(1) ヒータによる温調か、油や加圧温水などの循環方式の選択
(2) ヒータ方式のポイント
a) できるだけ温度ムラをなくするよう、ヒータを配置する
b) 金型温度を制御するために、温度検出装置、制御装置を可動側、固定側に独立に設ける
(3) 油や加圧温水循環方式のポイント
a) 所要伝熱面積の確保。
b) 冷却孔はできるだけキャビティに近づける。(金型表面温度分布上)
c) コア冷却に対する配慮。(成形サイクルや変形、離型性などに影響する)
(4) 金型取付板と成形機取付板との間には、断熱板を入れる
|
4.7 金型材質
|
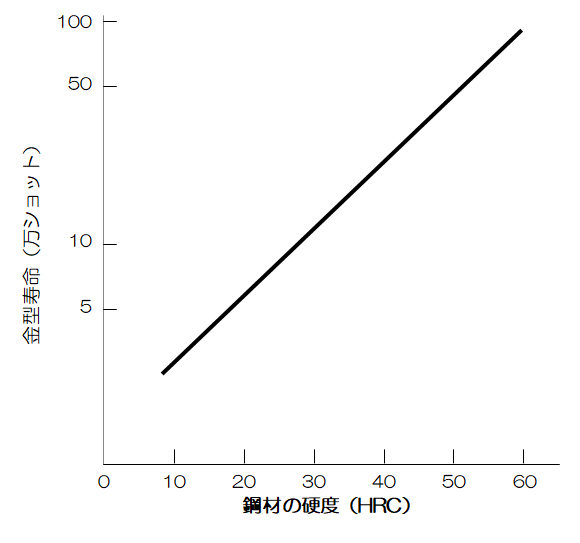
金型の摩耗による寿命は、金型の材質よりも硬度に大きく影響されます。鋼材の硬度と寿命の関係の目安を図4-3に示します。UL V-0銘柄では、摩擦のほかに腐食も考慮する必要がありますので、表4-1中のA、Bを付したもののご使用をおすすめします。
|
| 表4-1各種金型鋼材の耐腐食性(肉眼観察) |
| 鋼種 |
記号 |
硬度
HRC |
レナタス®
(V-0) |
PBT
(V-0) |
| ステンレス鋼(フェライト系) |
SUS410 |
42.5 |
C |
B |
| UL金型鋼 |
UL-B |
35.0 |
B |
B |
| UL金型鋼 |
UL-C |
35.2 |
B |
B |
| 析出硬化型鋼 |
PSL |
45.0 |
B |
B |
| マルエージング鋼 |
YAG-300 |
54.8 |
B |
B |
| 高速度鋼 |
SKH 2 |
66.4 |
D |
D |
| 高速度鋼 |
SKH 51 |
65.2 |
E |
E |
| 合金工具鋼 |
SKD 11 |
61.8 |
B |
C |
| 合金工具鋼 |
SKD 61 |
49.3 |
D |
E |
| 高Si系ステンレス鋼 |
HSiS |
42.0 |
A |
A |
| 機械構造用炭素鋼 |
S55C |
28.0 |
E |
E |
|
|
注) A-不変、B-やや変色、C-薄いスケール生成、D-厚いスケール生成、E-腐食変色
暴露条件 : レナタス®PET 280℃x5hr、PBT 255℃x5hr
|
|