HOME > 技術紹介 > 成形技術 > レナタス(R) PETの成形技術
成形条件の選定
2. 成形条件の選定
2.1 標準成形条件
|
レナタス®PETの標準成形条件は表2-1の通りです。
|
| 表2-1 |
| 燃焼性 |
該当グレード例 |
樹脂温度*1 |
金型温度 |
予備乾燥*2 |
| (℃) |
(℃) |
(℃×hr) |
| 徐燃性 |
標準 :RH030, RH045, B3030FA |
270-290 |
120~140 |
130~140 × 5以上
(最大24時間まで可) |
| 易結晶 :B9030 |
100~140 |
| 難燃性 |
標準 :BN3030SD, CN3030SD |
265-280 |
120~140 |
| 易結晶 :BN9015, BN9030 |
100~140 |
|
|
*1:成形機のシリンダー設定温度ではなく、溶融樹脂の温度を指します。
*2:除湿乾燥機の使用をお勧めします。また、成形中は吸湿しないように、ホッパードライヤの使用をお勧めします。
|
その他条件
| ・保圧力 | : 60 ~ 100MPa |
| ・冷却時間 | : 可塑化時間 +α または突出し可能な時間 |
| ・スクリュー回転数 | : 100 ~ 150rpm |
|
2.2 予備乾燥
|
レナタス® PETは、熱可塑性ポリエステルですので、吸湿状態で成形されると加水分解を起こし、脆い成形品になります。このため、ペレットの予備乾燥は非常に重要であり、充分注意しなければなりません。
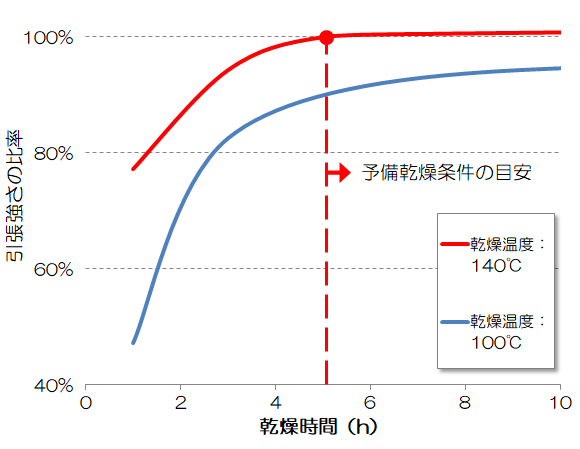
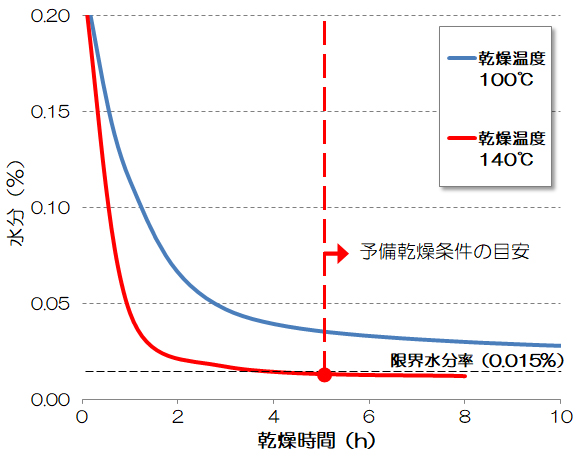
140℃での乾燥時間と物性変化との関係は、図2-1のようになり、140℃では少なくとも5時間の乾燥が必要になります。しかし、160℃のような高温ではペレットの変色問題が起こりやすく、また100℃以下では、長時間乾燥しても目標とするペレット吸湿量約0.015%以下になりません(図2-2)。これらのことを考慮すると、予備乾燥条件は、130~140℃、5時間以上を目安としてください。また予備乾燥後、常温で放置しますと吸水しますので、保温して水分を吸着しないようにしてください。
乾燥方法としては棚式通風乾燥機やホッパードライヤが使用されますが、いずれの場合もペレットが上記の条件で均一に乾燥されるように熱風温度、風量などを調節する必要があります。特にホッパードライヤの場合は、ショートパスができないように、また設定温度ではなくペレット温度が上記温度になっているかのチェックが大切です。乾燥をより効果的に行うためには、除湿タイプの乾燥機を使用することをおすすめします。
|
|
|
|
図2-1.乾燥時間と物性の関係(レナタス®PET C3030FA)
|
|
|
|
図2-2.乾燥曲線(レナタス®PET C3030FA)
|
2.3 樹脂温度
|
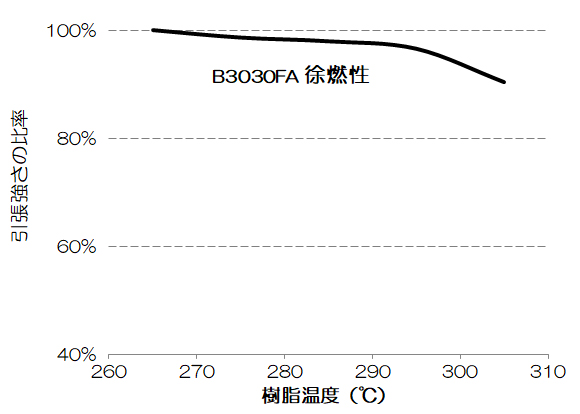
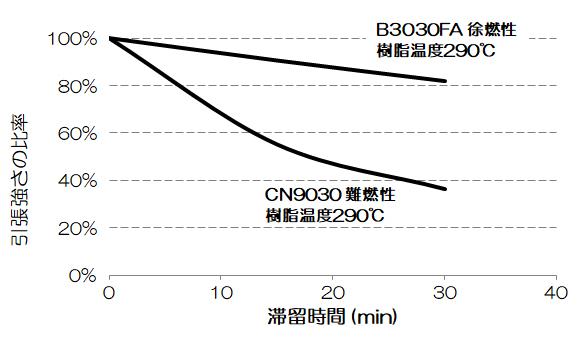
成形時の樹脂温度が高すぎたり、シリンダー内での滞留が長すぎたりすると、熱分解が起こり、強度が低下します(図2-3、図2-4)。したがってシリンダー温度の設定をあまり高く設定しないでください。
また、シリンダー内での滞留時間が長くならないように成形サイクルを短くし、成形機容量は1ショット重量にバランスしたものをご使用ください。
|
|
|
図2-3.樹脂温度と引張強さの関係
|
|
|
図2-4.シリンダー内滞留時間と引張強さの関係
|
2.4 金型温度、射出速度、成形サイクル
|
(1) 金型温度
レナタス® PETは金型温度が高い方が表面光沢、寸法安定性、結晶化度がよくなりますが、変形は大きくなります。変形対策として低い金型温度を使用することがありますが、この場合は高温使用やアニーリングで変形が大きくなることがありますので事前の検討が必要です。なお、離型性が悪化する場合がありますので、金型温度は高くし過ぎないようにご注意下さい。
(2) 射出速度
レナタス® PETは射出速度を早くすることで表面光沢のよい成形品が得られます。しかし射出速度が速いとガス焼けしやすいため、ガスベントの設計には充分な配慮が必要となります。
(3) 成形サイクル
レナタス® PETを成形する際は、ひけ、変形対策や寸法ばらつきの減少のために、ゲートシール時間を射出タイマ(射出・保圧時間)に設定するようにします。
|
|