HOME > 技術紹介 > 成形技術 > レナタス(R) PETの成形技術
成形加工特性
3. 成形加工特性
3.1 流動性
|
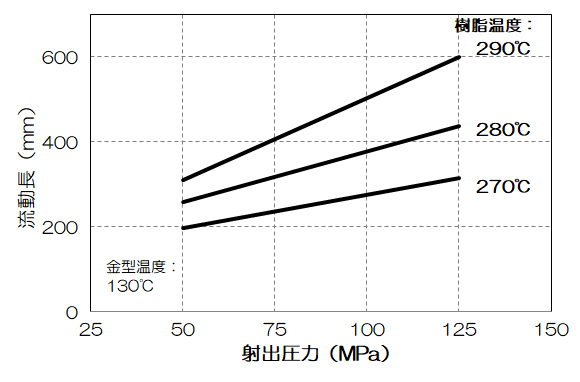
レナタス®は流動性の優れた成形材料です。流動性の評価手法に、射出成形機を用いた流動長測定試験があります。図3-1に、C3030FAの棒流動長の成形条件依存性の一例を示しました。
|
|
|
|
図3-1.C3030FAの棒流動長(厚み2 mm)と成形条件(樹脂温度や射出圧力)の関係
|
3.2 成形収縮特性
|
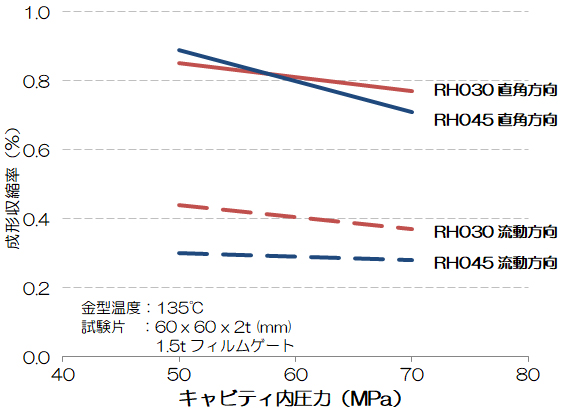
レナタス® PETは結晶性プラスチックで、ガラス繊維で強化したグレードは、キャビティ内流動によって、ガラス繊維が流れの方向に配向します。その結果、流動方向は、流動直角方向よりも成形収縮率が小さくなり、収縮率に異方性が現れますので、成形品の変形が問題となります。成形品形状、およびゲートの設計が、変形対策上重要といえましょう。また一般に、成形収縮率は成形条件の影響を受けます。図3-2に、成形収縮率の一例を示します。
|
|
|
|
図3-2.レナタス® PETの成形収縮率の圧力依存性
|
3.3 再生利用
|
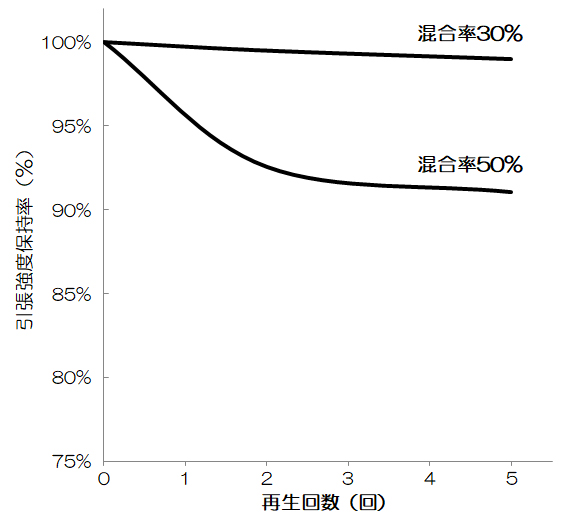
再生材はバージン材に比べ熱履歴を受けるため分子量は低く、それを多量に混合すると強度低下の原因となります。特に加水分解、熱分解を起こした成形品およびランナーの再生使用は避けてください。
|
|
|
|
図3-3.再生材混合率と引張強度保持率(CN9030)
|
| 表3-1.再生品30%を新ペレットに混入する時の混合品の組成 |
繰返し再生
回数 |
新ペレット |
再生1回品 |
再生2回品 |
再生3回品 |
再生4回品 |
再生5回品 |
| (%) |
(%) |
(%) |
(%) |
(%) |
(%) |
| 1回 |
70 |
30 |
|
|
|
|
| 2回 |
70 |
21 |
9 |
|
|
|
| 3回 |
70 |
21 |
6 |
3 |
|
|
| 4回 |
70 |
21 |
6 |
2 |
0.8 |
|
| 5回 |
70 |
21 |
6 |
2 |
0.6 |
0.2 |
|
|