HOME > 技术支持 > 成型技术 > RENATUS(R) PET成型技术
模具设计
4. 模具设计
4.1 主流道设计
|
成型过程中发生的问题,其实许多是主流道设计不良造成的。为防止问题发生,建议使用下述主流道形状。
(1) 主流道应尽可能短,并请保持足够的倾斜度。
(2) 充分研磨,研磨方向为流动方向。
(3) 主流道与分流道的拐角处采用圆弧。
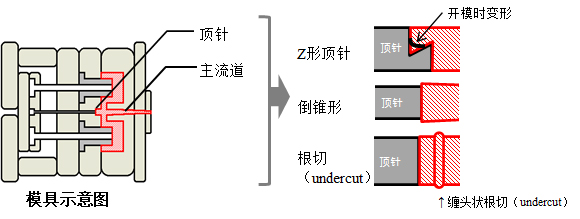
此外,为使主流道完全脱模,一般使用Z形顶针。但如果是高温模具,由于弹性模量低,根切(undercut)可能会变形,从而导致无法脱模(图4-1)。在这种情况下,采用倒锥形或缠头状的根切(undercut)方式更有效。
|
4.2 流道设计
|
由于RENATUS®PET的熔融温度高,因此建议流道设计应尽可能减少熔融树脂的冷却并减少压力损失。
流道的断面形状以圆形为最佳,但必须同时在固定板和移动板上开槽这一点较为不利。因此经常会采用梯形流道,建议使用以下尺寸作为标准尺寸。
上底长 = (0.6~0.7)×(下底长)
深 ≅ 上底长
此外,请在流道的交叉点和终点处设置冷料井。
RENATUS®PET也可以用热流道成型,但是,必须注意以下几点:
(1) 对于玻纤增强品级,须斟酌材质,以免热喷嘴、岐管发生磨损。
(2) 注意避免树脂(特别是阻燃等级)在歧管、热喷嘴内的滞留。
其他的话请留意热流道设计的注意点,一般不会有问题。
|
4.3 浇口设计
|
RENATUS®PET可用于侧浇口、点浇口、潜浇口等传统浇口。需要注意的是,浇口小容易导致行腔压力低,因此推荐使用较大的浇口。再者较大的浇口也有利于外观和变形的改善。
设计浇口时须考虑以下几点:
(1) 浇口类型:考虑成型品的质量、生产效率、自动化程度等因素后决定。
(2) 浇口的位置及浇口数量:对变形、成型品强度(复合品级特别关注熔合纹强度)、外观等有影响。特别是对于变形问题而言,浇口位置、浇口数量的考量是对策之一。
(3) 浇口大小:作为一般原则,浇口厚度应为浇口处成型品壁厚的60~70%。
|
4.4 排气道
|
如果RENATUS®PET的排气道设计不佳,则可能会因气体烧焦而变黑,或因成型品表面上的气体雾化而导致光泽不良等外观问题。
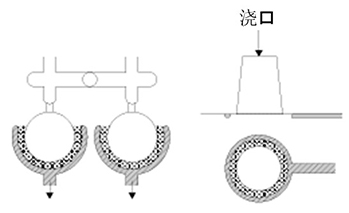
为获得良外观经常会进行高速注射,因此有必要充分考虑排气道设计。如果采用分型面排气结构,如图4-2所示,成型品的外周排气更有效。排气道深度为0.02mm以下。
|
4.5 脱模斜度
|
RENATUS®PET的脱模性与其他树脂相比并无差异,但是建议尽可能地增加脱模斜度。
设定模具温度为130~150℃的高模温时,弹性模量低,可能会因脱模而变形,因此建议脱模斜度至少取1°左右的斜度。
为了顺利脱模,还必须充分考虑脱模方式、顶针位置及数量等。
|
4.6 模具温度调节(冷却系统)
|
模具温度对成型周期、成型品品质等有重大影响。
RENATUS®PET为结晶性树脂,其特性因成型品结晶度不同而异。为充分发挥其优异特性(特别是耐久性),有必要保证成型品结晶完全,因此建议使用高模温进行成型加工。
虽然可以在低于推荐模温下进行成型加工,结晶不完全或导致尺寸变化、变形、表面粗糙等问题,因此请充分考虑成型品性能和成型性。
冷却系统设计须考虑以下几点:
(1) 电热棒加热方式或油、加压水循环方式的选择
(2) 电热棒加热方式的要点
a) 优化位置部署尽可能消除温度不均。
b) 在动模和定模分别设置独立的温度检测装置和控制单元。
(3) 油、加压水循环方式的要点
a) 确保所需的传热面积。
b) 冷却管道尽可能靠近模腔(促使模腔表面温度分布均匀)。
c) 优化模芯冷却。(影响成型周期、变形、脱模性等)
(4) 模具与成型机板之间增设隔热板
|
4.7 模具材质
|
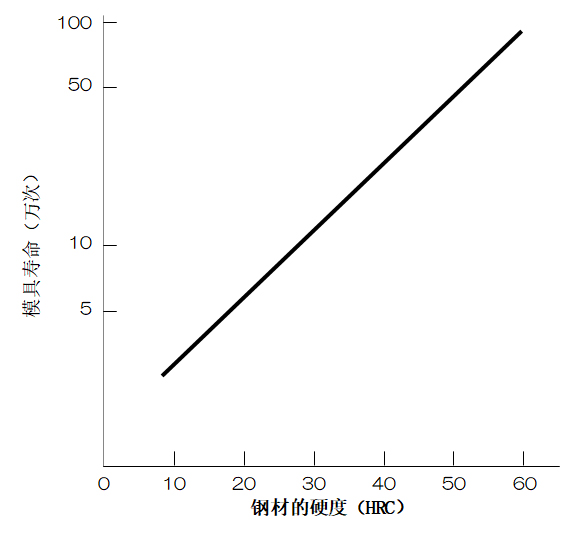
与模具材质相比,模具硬度对模具磨损寿命的影响更大。图4-3钢材硬度与寿命的大致关系供参考。对于UL V-0品级,除了磨损以外,还须考虑腐蚀因素。建议使用表4-1中标有A,B的钢材。
|
| 表4-1各种模具钢材的耐腐蚀性(目测) |
| 钢材种类 |
牌号 |
硬度
HRC |
RENATUS®
(V-0) |
PBT
(V-0) |
| 不锈钢(铁素体型) |
SUS410 |
42.5 |
C |
B |
| UL模具钢 |
UL-B |
35.0 |
B |
B |
| UL模具钢 |
UL-C |
35.2 |
B |
B |
| 沉淀硬化钢 |
PSL |
45.0 |
B |
B |
| 马氏体时效钢 |
YAG-300 |
54.8 |
B |
B |
| 高速钢 |
SKH 2 |
66.4 |
D |
D |
| 高速钢 |
SKH 51 |
65.2 |
E |
E |
| 合金工具钢 |
SKD 11 |
61.8 |
B |
C |
| 合金工具钢 |
SKD 61 |
49.3 |
D |
E |
| 高硅不锈钢 |
HSiS |
42.0 |
A |
A |
| 机械结构碳素钢 |
S55C |
28.0 |
E |
E |
|
|
注)A-不变;B-略变色;C-生成薄锈皮、D-生成厚锈皮、E-腐蚀变色
暴露条件: RENATUS®PET 280℃,5小时;PBT 255℃,5小时
|
|