HOME > 技术支持 > 成型技术 > RENATUS(R) PET成型技术
成型加工特性
3. 成形加工特性
3.1 流动性
|
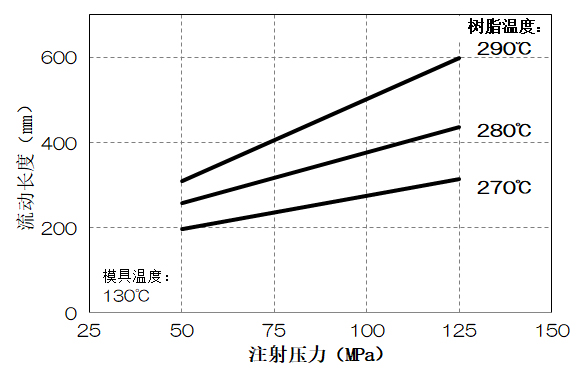
RENATUS®PET是流动性优异的成型材料。评估流动性的方法之一是使用注塑机进行的流动长度测定试验。图3-1例示了C3030FA棒流动长度与成型条件的关系。
|
|
|
|
图3-1.C3030FA的棒流动长度(壁厚2 mm)与成型条件(树脂温度和注射压力)的关系
|
3.2 成型收缩特性
|
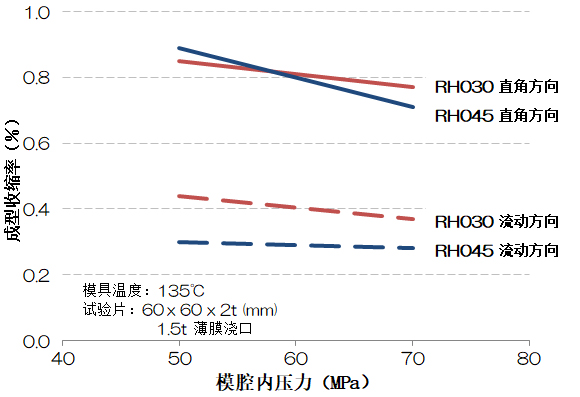
RENATUS®PET是结晶性塑料,其玻纤增强品级的玻纤会随着模腔内的流动而沿流动方向取向。因此与流动直角方向相比,流动方向的成型收缩率小,收缩率呈现异向性,从而导致成型品变形。在变形对策方面,成型品形状及浇口的设计相当重要。此外,成型收缩率一般会受到成型条件的影响。图3-2为成型收缩率的一个示例。
|
|
|
|
图3-2.RENATUS®PET成型收缩率与压力的关系
|
3.3 回料使用
|
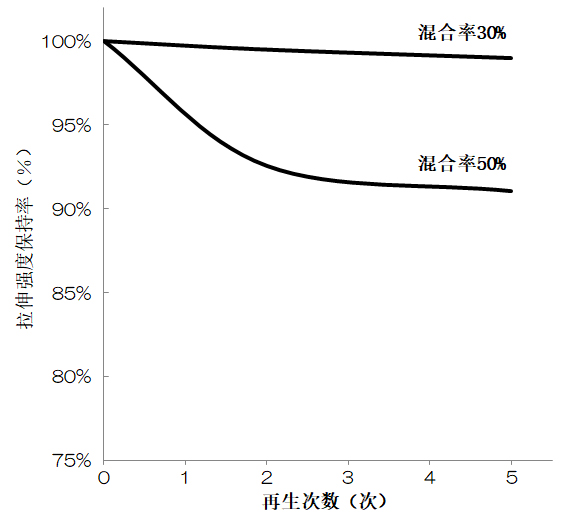
与新料相比,回料因经历了热熔过程,其分子量降低,若回料比率高会导致强度降低。特别是务请避免使用已发生降解的成型品及水口料(流道等)。
|
|
|
|
图3-3.回料比率与拉伸强度保持率(CN9030)
|
| 表3-1.将30%回料混入新料时的组分构成 |
反复再生
次数 |
新粒料 |
再生次数为1
次的再生品 |
再生次数为2
次的再生品 |
再生次数为3
次的再生品 |
再生次数为4
次的再生品 |
再生次数为5
次的再生品 |
| (%) |
(%) |
(%) |
(%) |
(%) |
(%) |
| 1次 |
70 |
30 |
|
|
|
|
| 2次 |
70 |
21 |
9 |
|
|
|
| 3次 |
70 |
21 |
6 |
3 |
|
|
| 4次 |
70 |
21 |
6 |
2 |
0.8 |
|
| 5次 |
70 |
21 |
6 |
2 |
0.6 |
0.2 |
|
|