HOME > 技术支持 > 成型技术 > RENATUS(R) PET成型技术
选择成型条件
2. 成型
2.1 标准成型条件
|
RENATUS®PET的标准成型条件如表2-1所示。
|
| 表2-1 |
| 燃烧性 |
相应品级示例 |
树脂温度*1 |
模具温度 |
预干燥*2 |
| (℃) |
(℃) |
(℃×hr) |
| 缓燃 |
标准 :RH030, RH045, B3030FA |
270-290 |
120~140 |
130~140 × 5小时以上
(最长可烘24小时) |
| 易结晶 :B9030 |
100~140 |
| 阻燃 |
标准 :BN3030SD, CN3030SD |
265-280 |
120~140 |
| 易结晶 :BN9015, BN9030 |
100~140 |
|
|
*1:是指熔融树脂的温度,并非成型机料筒的设定温度。
*2:建议使用除湿干燥机。此外,还建议使用料斗式干燥机,以防止成型过程中吸湿。
|
其他条件
| ・保压压力 | : 60 ~ 100MPa |
| ・冷却时间 | : 在塑化时间基础上稍作延长而且应该是允许顶出的时间 |
| ・螺杆转速 | : 100 ~ 150rpm |
|
2.2 预干燥
|
RENATUS®PET是热塑性聚酯,如果在吸湿状态下成型就会引起水解,导致成型品变脆。因此,粒料的预干燥非常重要,必须充分注意。
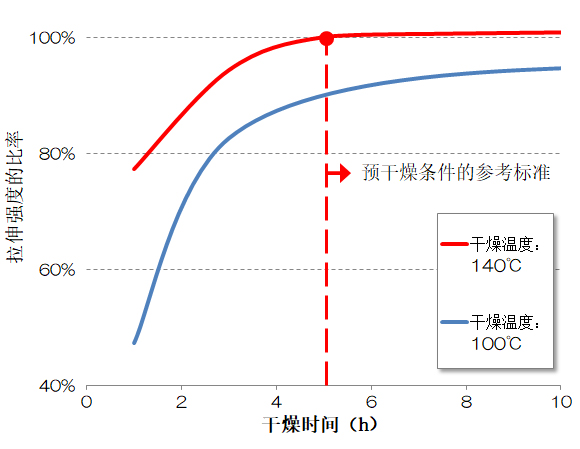
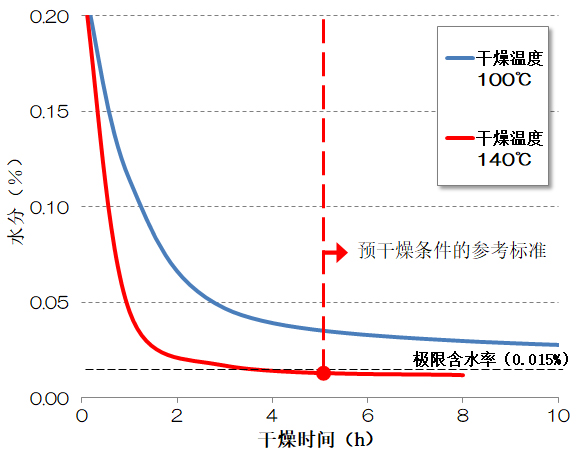
140℃时的干燥时间与物性变化的关系如图2-1所示,140℃下至少需要干燥5小时。但是,比如象160℃那样的高温下,则容易发生粒料变色。另外,在100℃以下时,即使长时间干燥,粒料含水量也无法达到0.015%以下的目标值(图2-2)。考虑到这些问题,请将预干燥标准条件设为130~140℃、5小时以上。此外,预干燥后如果在常温下放置,粒料会吸水,因此请注意保温避免吸湿。
在干燥方法中采用架式通风干燥机或料斗式干燥机,两者均需要调节好热风温度和风量等,让粒料能在上述条件下进行均匀干燥。特别是采用料斗式干燥机时,要注意防止短道(short pass)现象,并要检查粒料温度(并非设定温度)是否达到上述温度,这点尤其重要。为了更有效地进行干燥,建议使用除湿型干燥机。
|
|
|
|
图2-1.干燥时间与物性的关系(RENATUS®PET C3030FA)
|
|
|
|
图2-2.干燥曲线(RENATUS®PET C3030FA)
|
2.3 树脂温度
|
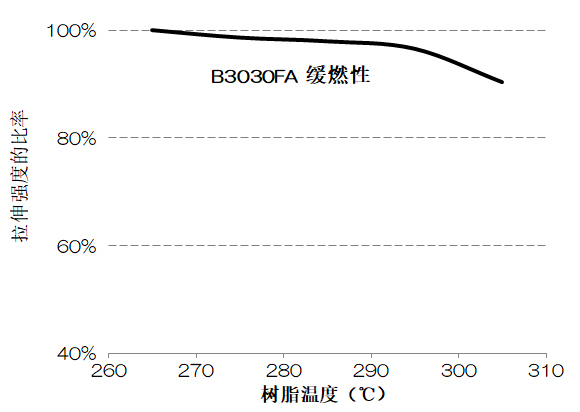
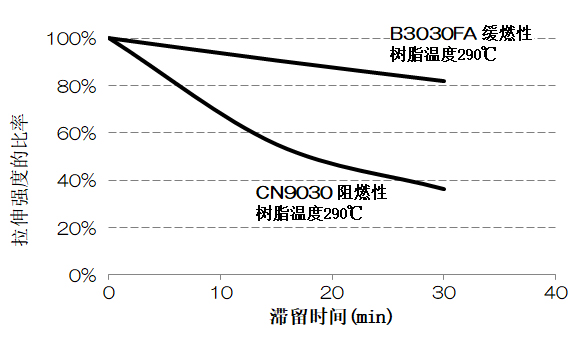
如果成型时树脂的温度过高,或者在料筒内的滞留时间过长,则会发生热分解,强度降低(图2-3、图2-4)。因此,请勿将料筒温度设定得过高。
此外,请缩短成型周期,使得料筒内的滞留时间不会变长,且所使用的成型机容量应与一次注射的重量保持平衡。
|
|
|
图2-3.树脂温度与拉伸强度的关系
|
|
|
图2-4.料筒内滞留时间与拉伸强度的关系
|
|
(1) 模具温度
模具温度越高,RENATUS®PET的表面光泽、尺寸稳定性、结晶度就越好,但变形也越大。作为变形对策,有时会采用较低的模具温度,但是在这种情况下,可能会因使用环境高温或退火处理而导致变形增大,因此需要事先进行研判。此外,高模温还可能导致脱模性变差,因此请注意不要让模具温度过高。
(2) 注射速度
RENATUS®PET通过提高注射速度可得到表面光泽良好的成型品。但如果注射速度快,则容易发生气体烧焦的问题,因此需要充分考虑排气道的设计。
(3) 成型周期
对RENATUS®PET进行成型时,为了防止凹痕、变形和减少尺寸偏差,要保证注射时间(射出和保压时间)大于浇口封闭时间。
|
|