HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
模具设计 / 浇口
8. 模具设计 8.2 浇口 浇口尺寸
但是,如果没有品质上问题,为了缩短成型周期、浇口加工等,建议采取小的浇口。
浇口位置
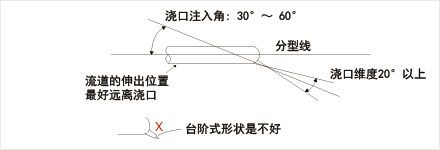
浇口形状 夺钢® POM没有什么浇口形状问题,可采用一般使用的浇口形状。只是在点浇口和隧道浇口情况下,有时会因形状而造成浇口切断不良,注意点请参阅图8-4。
|
HOME > 技术支持 > 成型技术 > 夺钢(R) POM成型技术
8. 模具设计 8.2 浇口 浇口尺寸
但是,如果没有品质上问题,为了缩短成型周期、浇口加工等,建议采取小的浇口。
浇口位置
浇口形状 夺钢® POM没有什么浇口形状问题,可采用一般使用的浇口形状。只是在点浇口和隧道浇口情况下,有时会因形状而造成浇口切断不良,注意点请参阅图8-4。
|