HOME > 技术支持 > 成型技术 > DURAFIDE(R) PPS的成型技术
4. 模具设计
(1) 模具材质
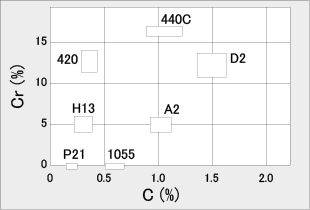
DURAFIDE®的玻纤等填料较多,因此应考虑模具摩擦问题。成型时会产生极微量的腐蚀性气体,因此模具材料应兼具耐摩擦性和耐腐蚀性。图4-1给出了AISI标准钢材。DURAFIDE用的模具材料建议选用D2、420和440C。此外,模具表面处理有助于延长模具寿命,为此建议用PVD法进行陶瓷涂装(参见表4-1),如氮化铬(CrN)涂装。 |
|
表4-1 PVD法陶瓷涂装 |
膜种 |
色调 |
硬度(Hv) |
摩擦系数 |
耐腐蚀性 |
耐摩擦性 |
耐氧化性 |
TiN |
金色 |
2000~2400 |
0.45 |
○ |
○ |
○ |
ZrN |
白金色 |
2000~2200 |
0.45 |
○ |
△ |
△ |
CrN |
银白色 |
2000~2200 |
0.30 |
◎ |
○ |
○ |
TiC |
银白色 |
3200~3800 |
0.10 |
△ |
◎ |
△ |
TiCN |
灰紫色 |
3000~3500 |
0.15 |
△ |
◎ |
△ |
TiAlN |
黑紫色 |
2300~2500 |
0.45 |
○ |
○ |
◎ |
Al2O3 |
灰色 |
2200~2400 |
0.15 |
○ |
○ |
◎ |
DLC |
黑色 |
3000~3500 |
0.10 |
○ |
○ |
○ |
|
(2) 模具调温
通常用加热筒将模具加热到130℃以上,接着用油和加压热水进行调温以使模具温度分布更加均匀。
此时请将加热器安装在固定及移动侧安装板上。 |
(3) 主流道和分流道
主流道的斜度应达到2~3度,分流道的标准形状为圆形或梯形。主流道和分流道的前端必须设置冷料阱。应仔细打磨主流道。打磨不足有时会导致脱模不良。 |
(4) 浇口
点浇口和隧道浇口均可,但侧浇口的设计自由度更大。点浇口的直径最小为0.6mmφ,通常多为0.8~1.2mmφ,最好为1mmφ以上。
浇口位置很重要,同时还要注意熔合部分及纤维状填料的各向异性。 |
(5) 成型品的壁厚
原则上应设计成0.8mm以上的均壁。如果壁厚为0.2mm,则1140A1的流动距离的极限为7mm。图4-2和表4-2给出了DURAFIDE的流动性。 |
|
表4-2 DURAFIDE®的流动性比较 |
0220A9 |
1130A1 |
1130A64 |
1130T6 |
1140A1 |
1140A6 |
0.9 |
1.0 |
1.3 |
1.0 |
1.0 |
1.2 |
1140A64 |
1140A7 |
1150A64 |
6150T6 |
6165A4 |
6165A6 |
1.4 |
1.9 |
1.2 |
1.2 |
0.7 |
0.8 |
6165A7 |
6465A62 |
6565A6 |
6565A7 |
2130A1 |
3130A1 |
0.9 |
1.2 |
0.8 |
1.3 |
0.9 |
1.7 |
6345A4 |
7140A4 |
|
|
|
|
1.6 |
1.1 |
|
|
|
|
|
| |
将1140A1设为1.0时的流动长度 |
| |
所用模具
机筒温度
模具温度
注射压力 |
: 棒状流动模具(1mmt)
: NH320-320-305-290℃
: 150℃(仅6565A6为100℃)
: 73.5MPa |
(6) 脱模斜度
标准为1~2度。如果对尺寸精度有较高要求,则可将脱模斜度设为1/4~1/2。 |
(7) 排气口
设置一个深0.005~0.008mm×宽5mm×长2~3mm的排气口。排气口端按0.5~1mm深度切入模具,并通向大气。在主流道和分流道上设置排气口也有效。排气口不足可能会导致光泽不良、熔合强度下降、欠注以及烧焦。 |
(8) 加强筋
与其增大加强筋的高度和厚度,不如增加其数量。将加强筋的厚度设为成型品厚度的1/2,并将脱模斜度设为2~3度以上。 |
|